 肉鸡生产加工作业指导书三.docx
肉鸡生产加工作业指导书三.docx
- 文档编号:12107878
- 上传时间:2023-06-04
- 格式:DOCX
- 页数:40
- 大小:28.01KB
肉鸡生产加工作业指导书三.docx
《肉鸡生产加工作业指导书三.docx》由会员分享,可在线阅读,更多相关《肉鸡生产加工作业指导书三.docx(40页珍藏版)》请在冰点文库上搜索。
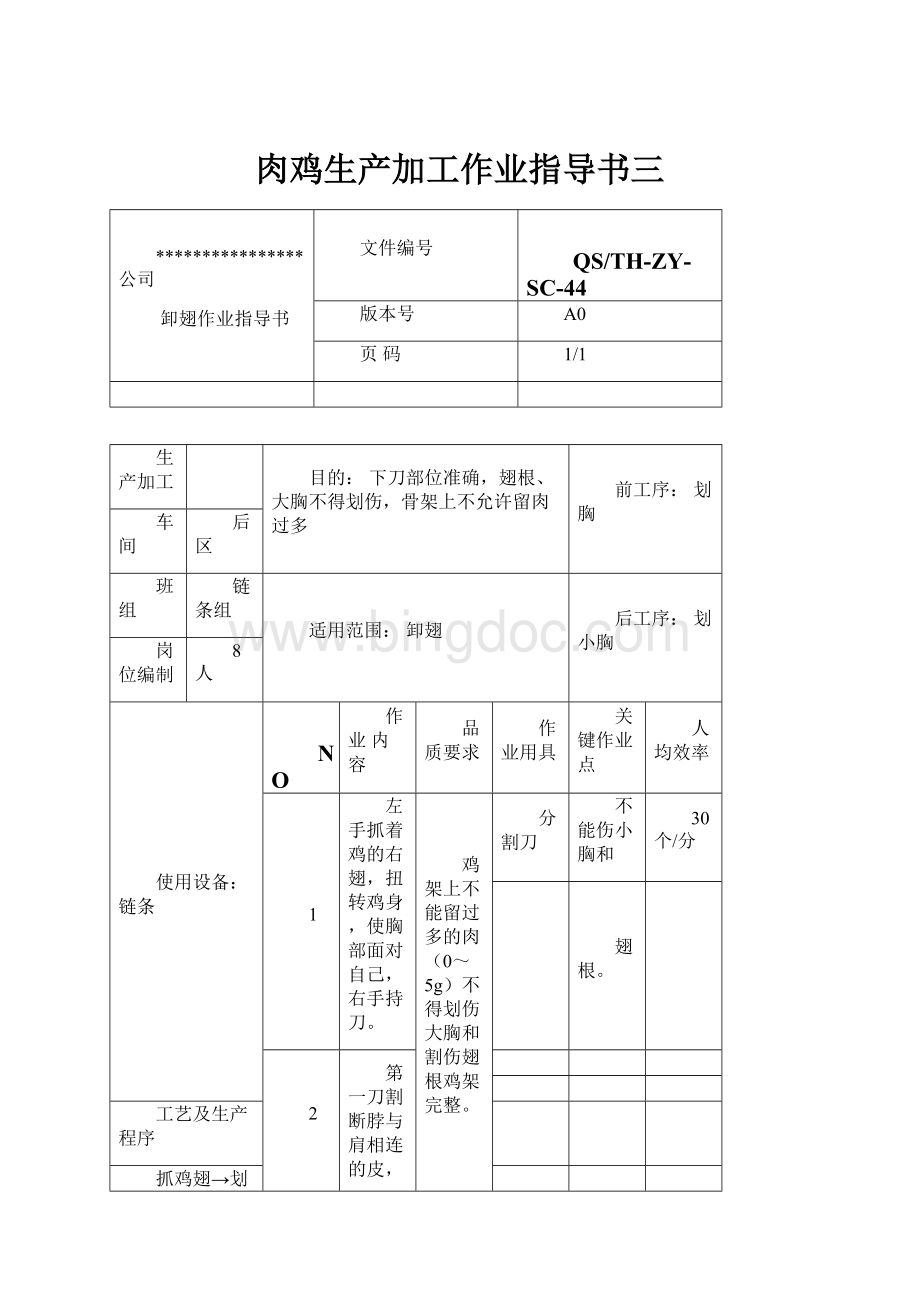
肉鸡生产加工作业指导书三
****************公司
卸翅作业指导书
文件编号
QS/TH-ZY-SC-44
版本号
A0
页码
1/1
生产加工
目的:
下刀部位准确,翅根、大胸不得划伤,骨架上不允许留肉过多
前工序:
划胸
车间
后区
班组
链条组
适用范围:
卸翅
后工序:
划小胸
岗位编制
8人
使用设备:
链条
NO
作业内容
品质要求
作业用具
关键作业点
人均效率
1
左手抓着鸡的右翅,扭转鸡身,使胸部面对自己,右手持刀。
鸡架上不能留过多的肉(0~5g)不得划伤大胸和割伤翅根鸡架完整。
分割刀
不能伤小胸和
30个/分
翅根。
2
第一刀割断脖与肩相连的皮,使肩关节踝露在外,第二刀从肩关节处下刀沿肩三叉骨至胸骨,第三刀用从肩关节处下刀沿肩胛骨在第六根肋骨处,左手稍用力将翅带胸肉一块撕下。
工艺及生产程序
抓鸡翅→划一刀→划二刀→划三刀→撕下翅和大胸
3
下右翅方法同上,只是分别在于右手抓翅左手持刀。
安全规定事项:
刀伤手
****************公司
去小胸、软骨作业指导书
文件编号
QS/TH-ZY-SC-45
版本号
A0
页码
1/1
生产加工
目的:
保证小胸完整
前工序:
下翅
车间
后区
班组
链条组
适用范围:
划小胸抠小胸、钳小胸、去软骨
后工序:
鸡架包装
岗位编制
12人
使用设备:
链条、案台
NO
作业内容
品质要求
作业用具
关键作业点
人均效率
1
左手握稳鸡背,使胸部面对自己。
右手持刀,分别沿着锁骨与胸椎骨的两边进刀,将刀尖向上顶,再沿着胸骨两侧向下划,使两块小胸与鸡胸骨分开,主要不要将小胸肉划伤。
不能划伤小胸、软骨须完全取下,上面带肉不得超过1g。
分割刀
小胸须完整
30只/分
白盒
软骨去净
工艺及生产程序
划小胸→撕小胸→去软骨
2
钳小胸:
右手握住钳子,左手扶稳鸡架用钳子钳至小胸的筋头往下拉,(不要钳小胸肉,这样既易抠下小胸又不会将小胸抠烂),将撕下小胸放入白盒内。
3
去软骨:
左手扶稳鸡架,右手持刀在白色软骨与红色胸骨之间连接处下刀,下刀平着将软骨划断,用力不要过大,尽量不要将软骨内层的胸膛划破,将食指弯曲大约90度形状,将软骨下部向前顶,软骨上部切面就会凸出,再用大拇指结合食指向下拉出即已完成,放入白盒内。
安全规定事项:
避免刀伤手
****************公司
鸡架包装作业指导书
文件编号
QS/TH-ZY-SC-46
版本号
A0
页码
1/1
生产加工
目的:
计量准确、不得混装、整形完好
前工序:
去软骨
车间
后区
班组
链条组
适用范围:
鸡架包装、计量、整形
后工序:
入库
岗位编制
9人
使用设备:
台秤
NO
作业内容
品质要求
作业用具
关键作业点
人均效率
1
双手分别抓住链钩上的两只鸡架,摘下放在铺好薄膜的内销盘内,要求第一层,鸡背向下,第二层,鸡背向上,交叉摆放整齐。
鸡架完整,不得有碎架头架、脖架、光架不得混摆,计量须在10.02-10.05kg之内
磅秤
计量准、整形
60只/分
好、不准混摆
计量为5
盘/分
工艺及生产程序
2
先校准电子秤,放上内销盘除去盘重,将摆放的鸡架放在秤面上,电子秤显示数为10.02-10.05kg之间。
摘鸡架→摆鸡架→计量→整形
3
每小时检查一次,使其屏幕显示为“0”,电子秤是否准确。
4
将计量好的鸡架整齐地摆在内销盘内。
再用薄膜盖(必须覆平)。
5
箱架同以上工艺
安全规定事项:
骨架扎伤手
****************公司
小胸包装作业指导书
文件编号
QS/TH-ZY-SC-47
版本号
A0
页码
1/1
生产加工
目的:
小胸完整、计量准确、摆放整齐
前工序:
钳小胸、去软骨
车间
后区
班组
胸组
适用范围:
计量、摆盘
后工序:
入库
岗位编制
4人
使用设备:
电子秤、外销盘、工作台
NO
作业内容
品质要求
作业用具
关键作业点
人均效率
1
从分割链条上取下来的小胸用白盒转运到工作台上,双手分别去挑选小胸,淤血点五个以内,无破损的生产为单冻小胸,淤血点超过5个(淤血严重的,须用剪刀将淤血部分修下来)破碎大于3㎝的作块冻小包装
小胸完整,淤血在5个点之内,计量准确。
摆放不得相粘顺直成自然形状。
电子秤
计量准确
6㎏/分
剪刀
选小胸完整
1.2㎏/分
不锈钢盘
工艺及生产程序
挑选小胸→计量→摆盘
2
单冻小胸:
外销盘上先铺一层120×80㎝的薄膜,然后双手将小胸摆在外销盘上,要求蜂窝状,摆盘要求平整,摆放有序,条形顺直,不粘连,单个小胸摆成自然形状,层与层之间用薄膜隔开,最上层用薄膜覆盖,并压在小胸下面。
安全规定事项:
****************公司
中西装鸡作业指导书
文件编号
QS/TH-ZY-SC-48
版本号
A0
页码
1/1
生产加工
目的:
无黄皮、小毛、骨折、淤血
前工序:
挂鸡
车间
后区
班组
中西装
适用范围:
选鸡、过秤、割气管、擦鸡
后工序:
包装封口
岗位编制
10人
使用设备:
案台、电子秤
NO
作业内容
品质要求
作业用具
关键作业点
人均效率
1
选鸡时根据生产的需要,将合适的鸡只用右手抓住鸡腿、举起,使它脱离链钩,轻放在工作按上,中装7只为1.6-1.8㎏/只8只为1.4-1.6㎏/只,9只1.2-1.4㎏/只,10只为1.1-1.3㎏/只;11-20只以此类推。
每种规格鸡大小范围在200g之内(西装一样)脖西5只为2.2-2.7㎏/只,6只1.8-2.2㎏/只
鸡体完整无病变、无骨折、无黄皮小毛、无严重皮肤病淤血块面积
<2c㎡,皮肤破损<2c㎡,胸水肿面积<1.5c㎡无内脏残留
电子秤
挑选
40只/分
毛巾
计量
工艺及生产程序
中装:
选鸡→过秤→割气管→擦黄皮、鸡毛→擦水
西装:
去脖→过秤→擦黄皮、水
2
重量品质,将需要的鸡源传到下一岗位,重量不符合要求的,需挂在链钩上让其分割。
3
过称后符合规格要求的中装鸡由割气管管人员逐一检查,凡未断3管,补刀,断其三管。
4
将毛巾拧干平展的打开,然后将鸡体放在毛巾上,双手卷起毛巾,不停擦鸡体,要求擦干鸡体内外的水份和擦去表皮的黄皮及绒毛(特别是鸡腿内侧和翅根部黄皮、绒毛较多)。
安全规定事项:
避免刀伤到手
5
中装鸡是带头、带脖的。
左手扶着鸡翅、右手持刀,齐鸡肩部切断鸡脖,即成为西装鸡。
将头去掉即成为脖西。
****************公司
中西装作业指导书
文件编号
QS/TH-ZY-SC-49
版本号
A0
页码
1/1
生产加工
目的:
鸡体大、小均匀、计量无误
前工序:
擦鸡
车间
后区
班组
中西装
适用范围:
装袋、封口、计量、摆盘
后工序:
入库
岗位编制
16人
使用设备:
称值为20㎏电子称2台
NO
作业内容
品质要求
作业用具
关键作业点
人均效率
1
装鸡时双手抱住鸡体,让鸡翅紧贴鸡体,塞入包装袋里以便包装,要求包装鸡的图案紧贴鸡背。
中装鸡要求鸡头从上面向下握在鸡翅的下方,装袋后的鸡从上面只看到鸡脖、看不到鸡头。
带脖西装鸡要求装袋后的鸡脖朝鸡左翅的一方,不准让鸡脖朝上,也不准朝下,包装袋大小合适。
每件鸡体大小需均匀计量为12~12.06㎏/件装时要分清中装鸡袋和西装鸡袋,不能多摆、少摆或错标
电子称
装袋、过称
包装:
30
只/2人、分
缠口:
4~
6只/分
工艺及生产程序
计量:
1.5
装袋→缠袋→过称→摆盘
件/分
2
将装好袋的鸡背朝下,左手扶鸡体、右手向内握腿握好后腿与尾部相平,然后用手将包装袋口捏紧,使鸡体转几圈,转动时要求腿与尾部相平,再用窄胶带缠绕3~4圈,右手拉断胶带即可。
3
计量:
过称之前,应先校称,是否准确,然后将内销盘放在称上去皮,过称时不管中、西装、脖西配重要大小均匀准确,鸡体大小在200g之内/件,每盘计量为12~12.06㎏,将过好的鸡体倒入另一个空内销盘内,(不允许将鸡体倒在工作台上或地上)。
4
摆盘:
摆盘时应先检查盘是否干净,水应倒干净,将过好的鸡尾部向内,均匀摆于盘内。
扎口不许外露,贴上相应产品、规格的标签,(不可错标、多摆或少摆、错摆)。
安全规定事项:
****************公司
鸡腿加工作业指导书
文件编号
QS/TH-ZY-SC-50
版本号
A0
页码
1/1
生产加工
目的:
据规格及客户要求生产
前工序:
分割左腿
车间
后区
班组
腿组
适用范围:
腿分级、计量、包装
后工序:
转运
岗位编制
8人
使用设备:
案台、电子称
NO
作业内容
品质要求
作业用具
关键作业点
人均效率
1
分割人员卸下的右腿放在分级人面前的按台上,先调好电子秤,右手(左手)拾腿放在电子秤上过称,分级220~240g/个、240~260g/个、260-300g/个、300g/个以上。
1、全腿要求分割完整、无病变、小毛等异物,淤血面积<1.5㎝2腿骨折露骨<1㎝皮破损<1㎝2每袋配重碎肉不得超标。
电子秤
骨折、淤血、
分级:
30
封口机
个/分
刀、案板
计量:
4
3
包装:
首先检查鸡腿上是否有残留绒毛、黄皮,把包装袋放在工作台上,左手稍许提着包装袋口,右手将腿边的皮卷起(搭配碎肉应包在里面),按从小到大顺序整齐排装入袋内。
将包装好的腿轻轻地放在传送带上,由它运输到下一岗位。
白盒、刀
袋/人
工艺及生产程序
棍、铁架
包装:
4
拾腿→分级→计量→包装→
袋/分
安全规定事项:
避免刀划伤手指
****************公司
鸡腿加工作业指导书
文件编号
QS/TH-ZY-SC-51
版本号
A0
页码
1/1
生产加工
目的:
封口完整、无露气
前工序:
剔骨、包装
车间
后区
班组
腿组
适用范围:
皮肉分离、封口、摆盘
后工序:
修剪、入库
岗位编制
2人
使用设备:
封口机、案台
NO
作业内容
品质要求
作业用具
关键作业点
人均效率
2
封口:
从案台上拿起装好袋的小包腿,两手捏住包装袋的口、整齐排出袋里空气,放在盘内,并将袋口折叠在产品下。
袋里无多余
空气,袋口叠放良好。
摆盘不得混
摆
袋里不得有多
装袋:
6
余空气。
~8袋/分
3
将小包腿整形,要求皮包住肉,摆在销单冻盘上,1㎏×8袋/盘,不得混摆、错摆。
工艺及生产程序
封口→整形摆盘
4
左腿同上
安全规定事项:
注意封口机漏电
****************公司
剔骨加工作业指导书
文件编号
QS/TH-ZY-SC-52
版本号
A0
页码
1/1
生产加工
目的:
保证腿肉的完整性
前工序:
选腿
车间
后区
班组
腿组
适用范围:
剔半腿
后工序:
撕皮
岗位编制
4人
使用设备:
案台
NO
作业内容
品质要求
作业用具
关键作业点
人均效率
1
剔半腿:
左手捏紧鸡小腿,右手持刀沿股骨的内侧划,露出股骨,切断股骨、腓骨之间关节,用贴骨球划360度弧,左手拿下腿将上腿放在刀板上,右手用刀压住股骨,左手将小腿向后拉,使腿肉顺势与股骨脱离,刀在上腿肉和琵琶腿相连处划刀,使之脱离。
刀伤
刀、板、
无刀伤
15个/分
骨头带肉
盆
工艺及生产程序
拾腿→剔骨
安全规定事项:
注意刀划破手指
****************公司
剔骨加工作业指导书
文件编号
QS/TH-ZY-SC-53
版本号
A0
页码
1/1
生产加工
目的:
保证腿肉的完整性,软骨处无破洞
前工序:
分级
车间
后区
班组
腿组
适用范围:
剔全腿
后工序:
撕皮
岗位编制
4人
使用设备:
案台
NO
作业内容
品质要求
作业用具
关键作业点
人均效率
1
剔全腿:
左手捏住鸡小腿,右手持刀沿腓骨下端的内侧划刀,露出腓骨和股骨,切断股骨、腓骨之间关节,贴股骨球划360度弧,左手拿下腿,将上腿放在刀板上,右手用刀压住股骨,左手拉小腿向后拉,使之脱离。
然后将腿肉倒放,左手拇指、食指卡住胫骨处,右手用刀尖沿胫骨向腓骨下处划开,内外、侧各划一刀,然后用刀尖由腓骨内侧向外侧,在骨针下将腓骨下筋键处挑开,掀起腓骨,用刀沿胫骨推开,使骨肉分离。
刀伤
刀、板、
无刀伤
9个/分
骨头带肉
盆
肉上无破洞
工艺及生产程序
拾腿→剔骨
安全规定事项:
注意刀划破手指
****************公司
修剪带皮全腿肉加工作业指导书
文件编号
QS/TH-ZY-SC-54
版本号
A0
页码
1/1
生产加工
目的:
无红油、脂肪、无膝软骨、无软骨、硬骨
前工序:
剔骨
车间
后区
班组
腿组
适用范围:
修剪带皮全腿肉
后工序:
深加工
岗位编制
6人
使用设备:
案台
NO
作业内容
品质要求
作业用具
关键作业点
人均效率
1
修膝软骨:
左手拿起原料腿肉,皮面朝下,肉面朝上,用食指把膝软骨处顶起,右手拿刀,平行向前把膝软骨与肉分开,深度适中。
无红油、脂肪、无膝软骨、无软骨、硬骨
剪刀
无红油
10片/分
盆
软硬骨
无破洞
工艺及生产程序
2
剪膝软骨:
左手拾起腿肉,右手拿剪刀从膝软骨与腿肉的接触处剪下,膝软骨放在盆内,把腿肉放在输送带上运到下一工序。
修膝软骨→剪膝软骨→去油→去骨→去淤血
3
修剪:
输送过来的腿肉左手拾起,皮朝上,右手拿剪刀、把皮下红油和脂肪修净。
然后反过来,皮朝下,肉朝上,把肉面的软硬骨、淤血、脂肪修净,膝软骨处的软骨修净,下剪适中,不要修成破洞,将修好的腿肉放到面前的不锈钢盒中。
安全规定事项:
注意剪刀伤手
****************公司
修剪去皮腿肉加工作业指导书
文件编号
QS/TH-ZY-SC-55
版本号
A0
页码
1/1
生产加工
目的:
无红油、脂肪、无膝软骨、无软、硬骨
前工序:
剔骨
车间
后区
班组
腿组
适用范围:
去皮腿肉
后工序:
修剪
岗位编制
11人
使用设备:
案台
NO
作业内容
品质要求
作业用具
关键作业点
人均效率
1
左手抓紧腿肉,一手紧捏膝软骨处。
右手拿住鸡皮,用力张开双臂,使腿肉与腿皮分离。
无红油、脂肪、无膝软骨、无软、硬骨
刀、剪刀
腿肉保持完整
20片/分
无损
2
修膝软骨:
左手拿起原料腿肉,光面朝下,肉面朝上,用食指把膝软骨处顶起,右手拿刀,平行向前把膝软骨与肉分开,深度适中。
工艺及生产程序
撕皮→修膝软骨→剪膝软骨→去油→去淤血
3
剪膝软骨:
左手拾起腿肉,右手拿剪刀从膝软骨与腿肉的接触处剪下膝软骨放在盆内,把腿肉放在输送带上运到下一工序。
4
修剪:
输送过来的腿肉左手拾起,光面朝上,右手拿剪刀、把红油和脂肪修净。
然后反过来,光面朝下,肉朝上,把肉面的软硬骨、淤血、脂肪修净,膝软骨处的软骨修净,下剪适中,不要修成破洞。
安全规定事项:
注意剪刀伤手
****************公司
翅胸加工作业指导书
文件编号
QS/TH-ZY-SC-56
版本号
A0
页码
1/1
生产加工
目的:
大胸肉无油边、白筋、淤血
前工序:
卸翅
车间
后区
班组
翅组
适用范围:
翅胸分离、撕鸡皮、修胸
后工序:
摆盘
岗位编制
12人
使用设备:
案台
NO
作业内容
品质要求
作业用具
关键作业点
人均效率
1
翅胸分离:
左手拿着翅中,使胸皮贴着刀板,右手持刀,刀刃贴着翅根的边缘,左手拿着翅中部位向手内转动,直切下去使鸡翅与大胸分离。
翅根上不得留有过多的胸肉。
修胸时只能修骨片、淤血、白筋而不能修下胸肉、撕皮时胸皮不得带肩肉
刀板
不得修下胸肉
翅胸分离
刀
45个/分
刀棍
撕鸡皮60
白盒
片/分
工艺及生产程序
2
撕鸡皮:
将重量在120g以上,宽度为8㎝,皮肉相符,无皮炎、淤血直径<1㎝、呈自然形状、无刀伤完整的大胸,挑选出来,放在白盒内,作汉堡胸肉原料运到后一道工序,挑选不合格的胸肉须撕皮,左手抓住大胸、右手拿着鸡皮,用力一拉,胸肉、皮即可分开。
修胸20-
翅胸分离→挑选大胸→撕胸皮→修大胸肉
25片/分
3
修胸:
左手拿起大胸光面朝上放在刀板上,右手持刀,第一刀修去胸上软骨;第二刀将胸肉的光面平刮一下,从胸内侧前端下刀,修去边油、白筋、淤血,呈自然形状;第三刀左手拿起大胸,使其光面贴着刀板,从大胸外侧前端下刀,沿大胸弧状修去多余边油,白筋、淤血至胸尖,(修下来严重淤血部分单独放一旁)。
安全规定事项:
避免刀伤手指
4
右翅组同上
****************公司
翅胸加工作业指导书
文件编号
QS/TH-ZY-SC-57
版本号
A0
页码
1/1
生产加工
目的:
无异物、病变、计量准确
前工序:
修胸
车间
后区
班组
胸组
适用范围:
挑选、计量、摆盘
后工序:
入库
岗位编制
4人
使用设备:
案台
NO
作业内容
品质要求
作业用具
关键作业点
人均效率
1
校准电子秤,放上外销盘、去皮,将胸放在外销盘内。
大胸无病变
边缘无淤血
中心部位淤
血面积<2㎝2
无脂肪、无
白筋、无硬
软骨,烫白
面积<30%
修整后保持
大胸原有形
状。
20㎏电子
无病变、无淤
计量:
8
秤
血、硬软骨、
㎏/分
计量须准确。
摆盘:
8
2
摆盘:
外销盘上均铺一张120×100㎝薄膜,然后双手开始将大胸摆在薄膜上,要求平整,块与块之间不相连,呈蜂窝状摆放,两层之间用油纸隔开,最上面盖上一层120×100㎝薄膜,每盘不能超过二层。
㎏/分。
工艺及生产程序
计量→摆盘
4
低于50g的大胸严重淤血,刀伤等作为二级品用1㎏/袋包装。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 肉鸡 生产 加工 作业 指导书
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《C语言》课程标准.docx
《C语言》课程标准.docx
-
《初级会计实务》试题题库大全及答案详解.docx
-
《电子商务概论》模拟试题.docx
-
《教育学》读后感范文精选6篇.docx
-
《孔雀东南飞》读书笔记精选多篇.docx
-
《城镇燃气调压箱》国标.docx
-
《浅谈雨雾天如何做好安全行车》.docx
-
《电力电子技术》教案讲解学习.docx
-
《空间中直线与直线之间的位置关系》教学设计方案.docx
-
《木棉树》阅读答案.docx
-
《人大代表述职评议精选范文》.docx
-
《薪酬管理办法》.docx
-
《水》读后感精选多篇.docx
-
《无线通信原理及应用》课后习题.docx
-
《医疗机构医务人员三基训练指南医院感染管理分册》.docx
-
2分钟带翻译英语演讲稿5篇.docx
-
4s店现状分析.docx
-
06设计附加值.docx
-
《茶馆》综合能力测试题教案教学设计.docx
-
《关于深入推行科技特派员制度的若干意见》文档.docx
-
《机电企业管理导论》课后习题及答案1.docx
-
《卡普里岛》音乐教案.docx
-
《汽车维修企业管理》复习题同名17703.docx
-
《社会思想名家》刘易斯科塞自理笔记.docx
-
《调皮的日子》题库.docx
-
《心愿》教学反思.docx
-
《坐井观天》教学设计 14教案教学设计.docx
-
①怎么维持物价稳固涨字牵动百姓心.docx
-
4s店管理制度.docx
-
5有限空间作业审批.docx
-
12电气安全操作规程.docx
-
20XX年石材行业污染治理工作总结.docx
-
员工迟到检讨书.docx
-
最新版买房全程指导.docx
-
最新大学军训心得体会大全5篇.docx
-
圆圆的春天教案.docx
-
最新公文写作常用词汇较全.docx
-
云南省玉溪一中高二上学期期末考试英语.docx
-
最新经典中国政法大学海商法综合试题及答案资料.docx
-
赞美四季的话.docx
-
张若虚春江花月夜教案.docx
-
最新秋学期新编苏教版一年级数学上册全册导学案.docx
-
找不同图片集.docx
-
最新兽药经营企业上墙制度三.docx
-
浙江省金华市永康市气象部门事业单位招聘《气象专业基础知识》 真题库.docx
-
最新新概念英语第二册课文精装版96课全.docx
-
整合古诗文诵读诗歌朗诵活动方案共5篇.docx
-
最新中国移动通信广告赏析.docx
-
整理张家口市宣化区羊坊污水处理厂工程基础降水支护方案改.docx
-
作文兴趣小组活动计划.docx
-
支吊架制作安装技术交底.docx
