 第八章模组标准化.docx
第八章模组标准化.docx
- 文档编号:1167413
- 上传时间:2023-04-30
- 格式:DOCX
- 页数:13
- 大小:517.49KB
第八章模组标准化.docx
《第八章模组标准化.docx》由会员分享,可在线阅读,更多相关《第八章模组标准化.docx(13页珍藏版)》请在冰点文库上搜索。
第八章模组标准化
第八章模組標准化
第一節浮升塊
1.浮升塊的功能
一般用于連續模或半連續模具中,將料片托起以利于送料;
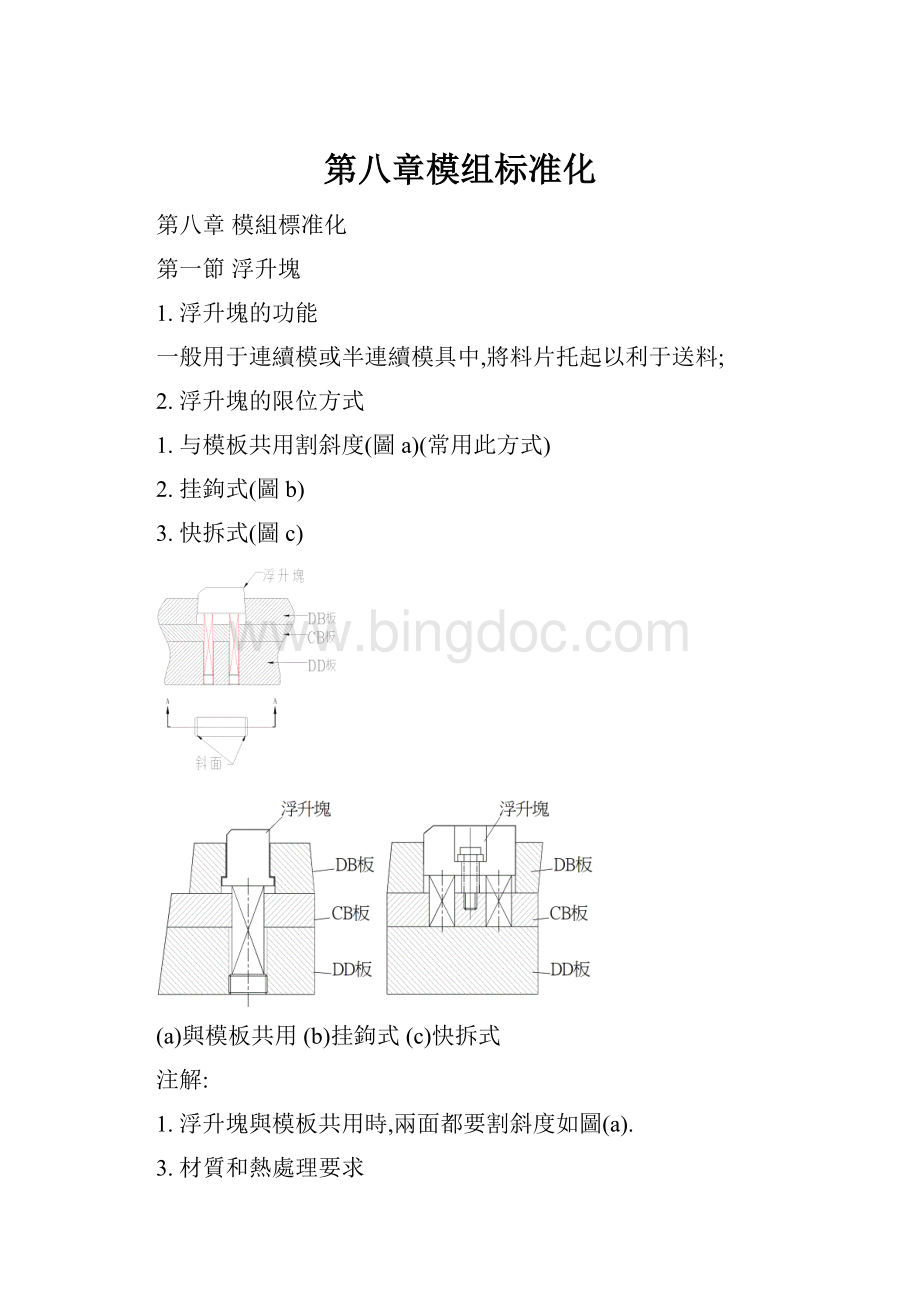
2.浮升塊的限位方式
1.与模板共用割斜度(圖a)(常用此方式)
2.挂鉤式(圖b)
3.快拆式(圖c)
(a)與模板共用(b)挂鉤式(c)快拆式
注解:
1.浮升塊與模板共用時,兩面都要割斜度如圖(a).
3.材質和熱處理要求
浮升塊若以零件圖的方式繪制,材質采用SKD11,熱處理硬度HRC58°
4.注意事項
1.浮升塊的限位要視情況确定;
2.浮升塊背面磨低0.2mm,以免壓傷材料;
3.浮升塊下彈簧一般采用藍色彈簧,當浮升塊高度較高時,可采用黃色彈簧;(要注意彈簧的壓縮量)
4.浮升塊不要排布在料片孔里面,上模板對應處不能有孔;
5.浮升塊不能干涉送料;
6.當料片高度較小,与模板共用割斜度時,不要与其他孔干涉.
7.為便於送料,浮升塊應倒斜角
第二節導料架
1、第一種形式:
2、第二種形式
第三節誤送檢知裝置
1.前言
連續模在生產中,由於送料機送料步距不穩定,導致料帶錯位,致使沖制產品不合格,因此有必要在模具上加誤送檢知裝置,當送料機送料步距有誤時沖床會自動停止沖制,避免產生廢品.
2.誤送檢知裝置結構
如上四圖,誤送檢知裝置是在引導銷的基礎上發展起來,當料片位置有誤時,檢知銷10與料片上的引導孔錯位,檢知銷10受阻上行,從而觸動微動開關1,微動開關1觸動後使沖床停止運作,從而避免產生廢品.四種結構中,以結構3結構4為常用,結構1結構2要避免使用
3.誤送檢知裝置結構的特點
1.檢知銷露出打板距離要比引導銷露出打板距離長2~3mm;
2.檢知銷引導部分直徑比料片孔徑小0.2~0.5mm;
3.檢知銷與打板夾板滑動配合,打板間隙C+0.015,夾板間隙C+0.02;
4.失誤插銷8與夾板間隙C+0.05mm;
5.墊板3用於調整微動開關1的觸點與失誤插銷8對正,必要時可以舍棄,若高度足夠,上模座上可以不用銑避位;
6.彈簧一般選用黃色彈簧;
7.微動開關可以用2-M4螺釘直接鎖在上模座上.
4.附圖
第四節彈簧箱結構
1.彈簧箱結構示意圖如下:
1.彈簧箱結構(非氣墊結構)中的頂板厚度T1一般取20或25MM.
2.頂板與墊腳間的距離一般取5mm.
3.頂杆不能與上墊腳、等高套筒發生幹涉.頂杆間的距離要適當,不能太密.
4.等高套筒在頂板反面沉孔,不允許在模座中開等高套筒頭部的逃孔.
5.注意彈性元件在排配時不僅要考慮未壓縮狀態,同時還要考慮壓縮狀態,避免出現受壓膨脹時與等高套筒、墊腳或其他的彈性元件發生干涉.
6.彈簧箱結構在下模時,參考上述原則.
2.彈簧箱分類:
依據彈簧箱結構中所用的彈性元件的不同,彈簧箱可分為以下三種:
1.彈性元件用彈簧的彈簧箱結構(如下圖):
彈性元件用彈簧的彈簧箱結構示意圖
注意事項:
a.彈簧箱結構中的彈性元件選用彈簧.
b.彈簧直徑一般選用Φ50mm.
c.依據卸料(或脫料、頂料力)的大小選用彈簧的顏色(棕色或綠色)和數量.
d.根據墊腳的高度、頂板的厚度、和保証彈簧不預壓來選取彈簧的長度H.注意:
彈簧在工作時的壓縮量是否超過它允許的最大壓縮量.
e.可利用M10內六角螺釘定位於上托板上.
2.彈性元件用優力膠的彈簧箱結構(如下圖):
彈性元件用優力膠的彈簧箱結構示意圖優力膠斷面示意圖
注意事項:
a.彈簧箱結構中的彈性元件選用優力膠.
b.優力膠直徑選用Φ50mm.
c.選用無孔優力膠,中間鉆一直徑Φ6.5深度20mm的孔,利用M8無頭螺絲定位於上托板上.
d.根據墊腳的高度、頂板的厚度、和保証優力膠預壓(1~2)mm來選取優力膠的高度H.在允許的范圍內優力膠的高度可選長一點.注意:
(1).一般選用的優力膠高度H不能小於70mm.
(2).優力膠工作時的最大壓縮量不超過25%.
e.依據卸料(或脫料、頂料力)的大小確定優力膠的數量.(在優力膠產生的卸料力不便計算時,經請示主管后,可近似依據頂板的大小來確定:
頂板面積≦300*600MM2時,選用4個優力膠;頂板面積>300*600MM2時,選用6個優力膠).
f.優力膠在排配時不僅要考慮未壓縮狀態,同時還要考慮壓縮狀態,避免出現優力膠受壓膨脹時與等高套筒、墊腳或其他的優力膠發生干涉.
g.優力膠不要排配在頂板的邊緣,避免產生如下圖所示的狀況.
未受力受力壓縮
3.彈性元件用橡膠的彈簧箱結構:
注意事項:
a.彈簧箱結構中的彈性元件選用橡膠.
b.橡膠內徑取Φ30.0mm,外徑取Φ180.0或Φ150.0mm,高度是標準的50.8mm
c.固定橡膠的螺絲一般用M10的內六角螺絲,並且反面鎖在上托板上
d.橡膠一般都要預壓2~5mm,其壓縮量一般取不超過30%
e.橡膠在排配時不僅要考慮未壓縮狀態,同時還要考慮壓縮狀態,避免出現橡膠受壓膨脹時與等高套筒、墊腳或其他的橡膠發生干涉(如下圖).一般可參考下述原則:
橡膠間的空間距離不能小于3倍打板行程,橡膠外側與墊腳或等高套筒外側的距離大于2倍的打板行程.
未受力受力壓縮


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 第八 模组 标准化
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 整编新型生态农业旅游休闲农庄项目发展建设市场研究报告.docx
整编新型生态农业旅游休闲农庄项目发展建设市场研究报告.docx
-
证券投资顾问业务暂行规定.docx
-
知识产权法司法考试历年真题及答案解析.docx
-
职业道德的复习重点.docx
-
志愿者活动心得精选多篇.docx
-
治理雾霾应重视大气静电学说.docx
-
中国成人脑死亡判定标准与操作规范第二版.docx
-
中国名牌产品申请表.docx
-
中国纸板产业深度调研及产业投资评估报告.docx
-
中考化学考点分类解析导学案14第3讲碳和碳的氧化物1碳单质的物理性质和用途.docx
-
中学学年度第二学期学校工作计划.docx
-
中英文安全标语word版本 26页.docx
-
重庆市高考英语试题.docx
-
注册安全工程师《安全生产管理知识》真题及答案.docx
-
装机必备硬件基础知识再接再厉完成装机.docx
-
子部.docx
-
总结范文骨干教师培训总结15篇.docx
-
最新 Marlin固件全中文解析.docx
-
最新部编版三年级语文上册第24课《司马光》教学设计.docx
-
最新二年级数学上册寒假作业全面系统146.docx
-
最新猴年祝贺词大全 精品.docx
-
最新入党思想报告3000字范文思想汇报文档五篇.docx
-
《OTL功率放大器的制作与调试》项目教学设计方案.docx
-
《化学方程式》单元检测2.docx
-
中考语文阅读精品题.docx
-
工伤司法鉴定标准是怎样的.docx
-
公共事务管理硕士在职专班入学研究计画书.docx
-
公考必备《行测》数量关系题库.docx
-
股票技术指标详解二.docx
-
人教版数学六下第二单元《百分数二》word教案精品教案.docx
-
简大型机房建设系统全套设计方案.docx
-
建筑工程基础加固与纠偏处理应用探讨.docx
-
最新消防比赛文章.docx
-
小学三年级上册英语全册教案.docx
-
综合案例一.doc
-
化疗致骨髓抑制的分级和处理.docx
-
小学生践行社会主义核心价值观演讲稿三篇.docx
-
最美教师评选方案及制度.docx
-
最新学生会年终总结大学生学生会个人总结工作总结文档五篇.docx
-
学校禁毒宣传月活动总结.docx
-
小学食堂工作总结15篇.docx
-
河南三支一扶真题和答案.doc
-
河南省公务员考试真题及答案行测.doc
-
学校远景规划.docx
-
部编版六年级语文下册小升初综合知识整理复习水平练习.docx
-
学员使用手册.docx
-
部编人教版四年级下册语文短文阅读往年真题.docx
-
压力容器无损检测.docx
-
小学一年级上写字教案doc.docx
-
人教版四年级下册科学的教案.docx
-
陈安之超级成功学心得.docx
