 D级压力容器制造许可鉴定评审细则.docx
D级压力容器制造许可鉴定评审细则.docx
- 文档编号:11509026
- 上传时间:2023-06-01
- 格式:DOCX
- 页数:66
- 大小:33.18KB
D级压力容器制造许可鉴定评审细则.docx
《D级压力容器制造许可鉴定评审细则.docx》由会员分享,可在线阅读,更多相关《D级压力容器制造许可鉴定评审细则.docx(66页珍藏版)》请在冰点文库上搜索。
D级压力容器制造许可鉴定评审细则
D级压力容器制造许可鉴定评审细则
一、压力容器制造许可资源条件鉴定评审细则
二、压力容器制造许可质量保证体系鉴定评审细则
三、压力容器制造许可产品安全性能抽查检验鉴定评审细则
省特种设备协会
一、
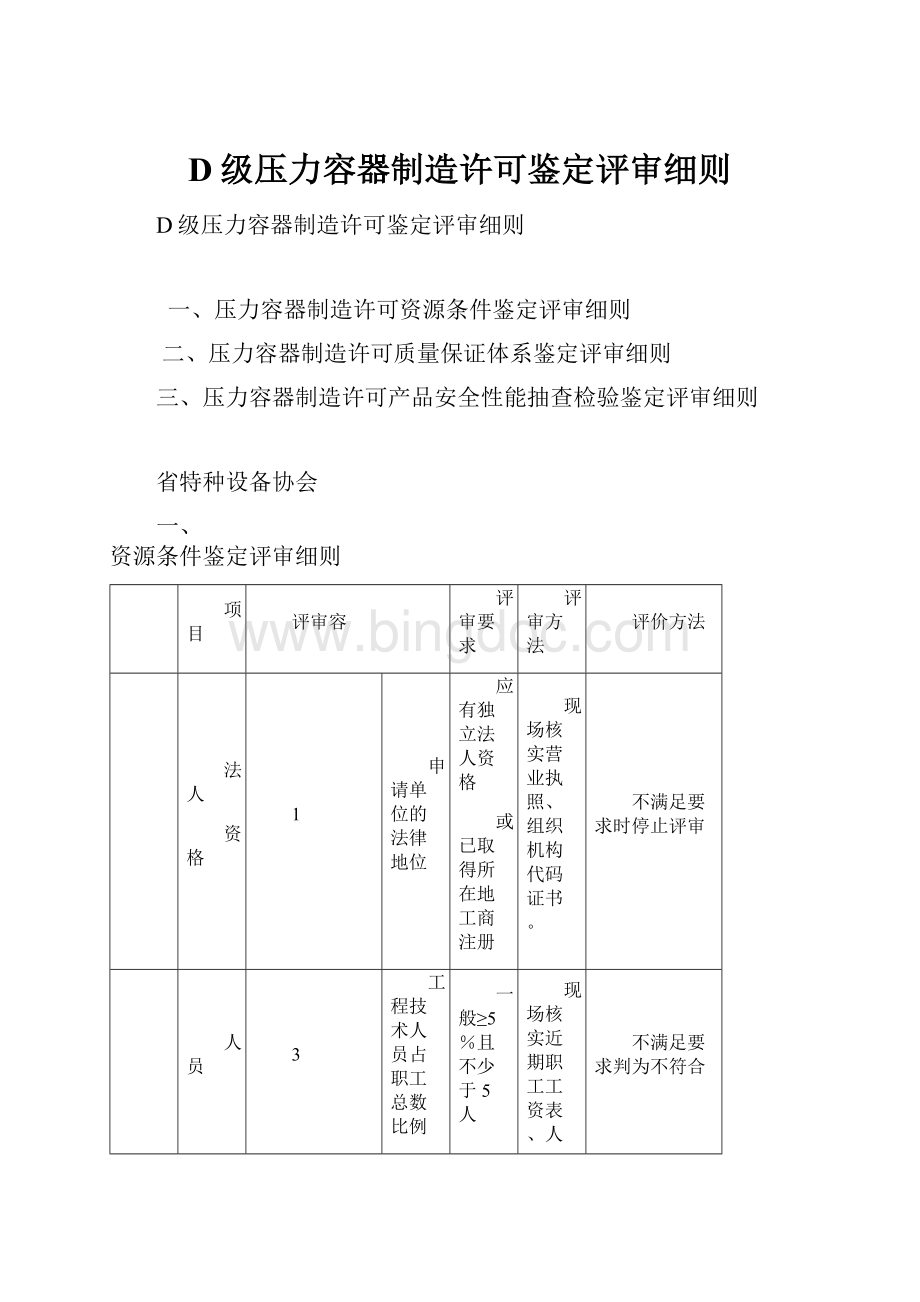
资源条件鉴定评审细则
项目
评审容
评审要求
评审方法
评价方法
法人
资格
1
申请单位的法律地位
应有独立法人资格
或已取得所在地工商注册
现场核实营业执照、组织机构代码证书。
不满足要求时停止评审
人员
3
工程技术人员占职工总数比例
一般≥5%且不少于5人
现场核实近期职工工资表、人员聘任合同、职称证书、特种作业人员证书。
与质量保证体系有关人员交谈、座谈、现场理论考试。
对焊工进行理论和实际操作考试。
不满足要求判为不符合
4
专业技术人员
有与制造产品相关的专业技术人员
5
持证焊工人数及项目数量
≥6名持证焊工,且具备至少2项合格项目
6
压力容器组装人员
具有满足制造要求的组装人员
7
无损检测人员资格(分包时)
检测责任人员应有中级及以上资格
现场核实无损检测人员书,其工作单位单位名称应与申请单位名称一致。
不满足要求判为不符合
8
无损检测人员资格(无分包)
RT和UT中级人员各≥2人项,检测责任人员应有中级及以上资格。
场
地
及
设
施
设
备
9
制造场地
应具备适应压力容器制造需要的制造场地。
不锈钢或有色金属容器制造企业须有专用的制造场地和防护措施,不得与碳钢混用。
查阅土地使用证或者租赁协议,核实单位注册地址与实际办公地点。
现场核实场地条件。
不满足要求时停止评审
10
压力容器材料、零部件存放要求
具有存放压力容器材料的库房和专用场地,并应有有效的防护措施,合格区与不合格区有明显标志。
不满足要求判为不符合
11
压力容器焊接材料存放要求
具有焊接材料存放要求的专用库房和烘干、保温设备,焊材存放的位置、标识;检查设备的使用状态。
现场核实焊材库条件。
不满足要求判为不符合
12
射线曝
光室
具有与所制造产品相适应的足够面积的射线曝光室。
现场核实。
不满足要求判为不符合
13
焊接试
验室
具有与所制造产品相适应的足够面积的焊接试验室
现场核实。
不满足要求判为不符合
14
焊接设备
适应压力容器制造需要
现场核实并检查设备台账、购置发票。
不满足要求判为不符合
15
压力试验安全防护
满足压力容器制造需要
现场核实场地条件。
不满足要求判为不符合
场
地
及
设
施
设
备
16
起重设备
适应压力容器制造需要
现场核实并检查设备台账、购置发票。
不满足要求判为不符合
17
成型设备
成型设备能力适应压力容器制造需要,(一般卷板能力≥16mm)
现场核实并检查设备台账、购置发票。
不满足要求判为不符合
18
切割设备、
适应压力容器制造需要
19
加工设备
适应压力容器制造需要
20
热处理设备
有且满足要求
现场核实并检查设备台账、购置发票、外协协议书,外协时必须有外协设备的能力证明
分包时
21
工装
满足压力容器制造需要
现场核实。
检
测
设
备
22
检验检测量具
满足压力容器制造需要
现场核实并检查设备台账。
23
理化检测仪器及设施
无分包时,一般应有材料试验机,冲击试验机,V型缺口投影仪,化学分析能力5元素以上
现场核实并检查设备台账、购置发票、外协协议书,外协时必须有外协设备的能力证明
如理化检测分包,应有分包协议
24
无损检测设备及设施
无分包时,一般应有射线、超声波、磁粉检测设备和观片灯、底片黑白密度计,温控器具等。
应配有洗片室、观片室,并满足检测需要。
现场核实并检查设备台账、购置发票、外协协议书,外协时必须有外协设备的能力证明
如无损检测分包,应有分包协议
25
耐压试验设备
应有水耐压试验设备、能力应满足要求
现场核实设备能力并检查设备台账。
检测
设备
26
气密试验设备
应有气密试验设备、能力应满足要求
其
他
27
已有的特种设备许可证情况
应查阅申请单位已有的特种设备许可证原件
现场核实原许可证书。
28
申请项目核查
核查申请单位受理的许可围(许可项目级别、类别、种类),填写附件2《特种设备许可鉴定评审基本情况确认表》
核实申请书中的申请单位的主要信息(如:
单位如称、地址、法人代表等)是否发生变化;
核实申请书中的主要人员(无损检测人员、持证焊工)是否发生变化;
核实申请书中的主要生产设施(吊车、卷板机等)是否发生变化;
现场核实许可申请书。
不符合规定要求判为不符合
项目
序号
评审要求
评审方法
评价方法
遵守法规情况(适用换证单位评审)
29
企业名称、地址、法人、主要技术负责人改变及其备案情况
现场核实营业执照及变更备案情况。
不满足要求时停止评审。
有无超许可证围制造
现场核实工程资料,与有关人员座谈,了解用户信息反馈等情况。
不满足要求时停止评审。
有无涂改、伪造、转让、出卖制造许可证
有无向无制造许可证单位扩散产品
接受行政部门和评审机构日常监督
核实工程资料,向监察机构了解有关情况。
不满足要求判为不符合。
接受、配合监检部门监督检验情况
核实工程资料,向检验单位了解有关情况。
不满足要求判为不符合。
重大事故及处理情况
向监察机构及有关单位了解有关情况。
未进行处理的判为不符合。
收集用户意见及处理情况
检查用户意见和处理记录。
未进行处理的判为不符合。
二、质量管理和质量体系评审细则
项目
评审容
评审要求
评审方法
评价方法
管理职责
1
质量方针和目标
1、形成正式文件,经法定代表人(授权代理人)批准;
2、符合本单位的实际情况和受理的许可项目围特性,突出特种设备安全性能的要求;体现了对特种设备安全性能及其质量持续改进的承诺;
3、贯彻落实到责任人员和相关人员;
4、对质量目标进行量化、分解和定期考核。
审查企业的正式文件,检查质量方针和质量目标
不符合:
未建立质量方针和质量目标;质量目标未进行分解。
需要整改:
其他未满足要求的情况。
2
质量保证体系组织
申请单位应建立具有独立行使特种设备安全性能管理职责、权限的公司质量保证体系组织,并且有效地实施质量控制活动。
审查企业的质量保证体系文件
未建立质量保证体系组织判为不符合。
3
责任人员职责权
审查责任人员的职责、权限应符合以下要求:
1、规定了申请单位法定代表人对压力容器制造安全质量负责;
2、在管理层中任命了1名质量保证工程师,并且明确其对质量保证体系的建立、实施、保持和改进的职责和权限;
3、任命了各质量控制系统的责任人员、明确规定了质量控制系统责任人员和检验、试验人员的职责、权限、相互关系,以及系统、人员的工作接口控制和协调措施;
4、质量保证体系责任人员在容器制造过程中胜任并履行其职责、权限。
审查企业的正式任命文件,查阅质量保证体系文件、管理制度,了解有关人员职责、权限文件规定,召开责任人员座谈会或者与责任人员进行交流
未规定各岗位人员的职责、权限,各方为人员不了解其职责、权限,各责任人员为履行其职责、权限判为不符合。
4
管理评审
管理评审的规定应符合要求,管理评审记录及报告,应符合质量保证体系文件的规定。
与主要负责人座谈了解管理评审情况,检查管理评审记录和报告
未按规定进行管理评审或管理评审结果无改进判为不符合。
质量保证体系文件
5
质量保证手册
设置的质量控制基本要素、质量控制系统、控制环节、控制点以及质量保证体系文件结构层次和相互关系等容应符合相关要求。
查阅申请单位提交的质量保证手册和相关资料
基本要素设置不满足要求判为不符合。
6
程序文件(管理制度)
程序文件(管理制度)应贯彻了质量方针,与质量保证手册设置的质量控制基本要素及其控制系统、控制环节、控制点相适应;程序文件(管理制度)规定的控制围、程序、容应符合申请单位的实际情况和受理的许可项目要求,具有可操作性。
查阅申请单位提交的质量手册和程序文件(管理制度)
缺少规定的程序文件判为不符合。
7
作业(工艺)文件和记录
1、作业(工艺)文件和质量记录符合许可项目特性,满足质量保证体系实施过程中的控制需要;
2、记录的格式及其包括的项目、容能够规。
查阅质量保证体系文件、技术文件、作业(工艺)文件和质量记录,抽查所使用的作业(工艺)文件和质量记录等
缺少大部分工艺文件判为不符合。
8
质量计划
应有质量计划(过程控制卡)的有关规定。
质量计划的编制和实施应符合:
1、质量计划设置的质量控制系统、控制环节、控制点满足压力容器制造和单位实际情况;
2、按照质量计划的要求,实施了制造过程控制;
3、质量计划中各个控制环节、控制点均由相关责任人员签字确认。
审阅质量保证体系文件有关质量计划(过程控制卡、施工组织设计或者施工方案)的规定,抽查锅炉安装工程项目质量计划(施工组织设计或施工方案)
无质量计划的规定、质量计划未得到执行判为不符合。
文件和记录控制
9
程序文件(管理制度)
应明确规定文件和记录控制围、程序、容及其编制、会签、审批、标识、发放、修改、回收、保管、保存期限、销毁(对于外来文件还应当包括收集、购买、接收)的要求,质量记录的填写、确认、收集、归档、贮存等规定。
查阅文件和记录控制程序文件(管理制度)
未制定程序文件判为不符合。
10
文件和记录的控制
1、文件和记录的有效性及其编制、审批、会签、标识、发放、修改、回收、保管、保存期限、销毁应符合相关要求,现场使用的文件和记录应是有效版本,外来文件是否齐全、有效。
2、记录的填写、确认、收集、归档、贮存是否符合规定。
分别在文件管理部门、使用部门抽查3-5种文件和记录,检查审查文件和记录的执行情况。
控制要求未按规定执行判为不符合。
11
法规、安全技术规及标准
法规、安全技术规及标准应齐全完整,应是有效版本
查阅相关的法规、安全技术规及标准明细表,审查申请单位所持有的相关法规、安全技术规及其相应标准是否齐全完整,是否是有效版本。
无相关的法规标准为不符合。
合同控制
12
程序文件(管理制度)
应规定合同评审的围、容,合同签定、修改、会签程序和要求。
查阅合同评审程序文件(管理制度)
未制定程序文件判为不符合。
13
合同评审
1、所签定的合同满足相关法律法规、安全技术规、标准及技术条件的规定;
2、合同的签订、修改、会签按程序审批;
3、按照规定对合同进行了评审,并形成评审记录,合同评审记录妥善保存。
抽查1~3份近期合同评审记录
未按要求进行评审判为不符合。
设计控制
14
程序文件(管理制度)
审查设计控制程序文件(管理制度)的控制围、程序、容是否符合相关规定要求。
查阅设计控制程序文件(管理制度)
未制定程序文件判为不符合。
15
设计过程控制
结合申请单位的实际情况和受理的许可项目特性,审查设计过程控制是否符合以下要求:
(1)设计输入、输出、验证、修改、设计许可、设计文件鉴定、型式试验等过程得到有效控制;
(2)设计文件符合安全技术规、标准的规定;
(3)设计文件的修改符合安全技术规的要求。
抽查自行设计的设计文件
未执行设计控制的为不符合。
16
外来设计文件的控制
设计文件应符合相关安全技术规的规定和质量保证体系文件对外来设计文件的控制要求,设计责任人员应履行了确认手续。
抽查1-3份外来产品设计文件(结合产品安全性能抽查检验)。
未按要求进行控制,设计文件不满足法律法规、标准的要求判为不符合。
材料、零部件控制
17
程序文件(管理制度)
材料(零部件)控制程序文件(管理制度)的控制围、程序、容应符合相关规定。
查阅材料、零部件控制程序文件(管理制度)
未制定程序文件判为不符合。
18
采购控制
审查采购控制是否符合以下要求:
1、原材料、焊材、零部件的分供方在合格分供方名录;
2、分供方的选择、评价、重新评价按照相关质量保证体系文件的规定实施,对压力容器元件分供方的制造许可项目、围、许可证有效期限等进行了评价;
3、采购计划和采购合同按照相关程序实施,经责任人员审批、签字确认。
抽查3份分供方评价报告,3份采购计划和采购合同;并抽查材料库、零部件库、焊材库或安装现场
未对分供方进行评价,原材料、焊材、零部件未在合格供方中采购(特殊情况除外)判为不符合。
19
材料控制
材料控制应符合以下要求:
1、材料、零部件的验收(复验)按照规定的控制程序执行,材料责任人员履行了职责,材料、零部件验收(复验)质量得到有效控制;
2、材料、零部件存放与保管、领用和使用、标识和标识移植等符合相关要求;
3、材料、零部件台帐所记录的材质、规格、型号完整清晰,与实物一致;
4、发生材料代用时按照相关安全技术规、标准及质量保证体系文件的规定实施。
抽查材料零部件验收(复验记录)、报告、入库记录、台账(结合产品安全性能抽查)。
材料未按规定验收、材料质量未得到控制判为不符合。
作业(工艺)控制
20
程序文件(管理制度)
工艺控制程序文件(管理制度)等质量保证体系文件规定的控制围、程序、容应符合相关要求。
查阅工艺控制程序文件(管理制度)
未制定程序文件判为不符合。
21
作业(工艺)控制
抽查压力容器的安全性能,查阅压力容器制造的作业(工艺)文件、质量计划、工艺纪律检查记录、压力容器档案等,抽查制造现场作业人员使用的作业(工艺)文件、质量计划、质量记录等,审查工艺执行情况是否符合要求。
抽查作业文件、质量计划、工艺纪律检查记录、设备档案、检验试验记录(结合产品安全性能抽查检验)。
主要工艺文件未得到执行判为不符合。
22
工装模具控制
查阅工装模具台帐,抽查工装模具的设计、制造、检验、维修、报废等资料,在工装模具存放、使用现场检查工装模具的管理情况,审查工装模具管理是否按照相关要求执行。
现场检查,抽查工装模具台账及相关技术资料
工装模具未按要求控制判为不符合。
项目
评审容
评审要求
评审情况、工作见证及存在问题
评审
结论
焊接控制
23
程序文件(管理制度)
焊接控制程序文件(管理制度)等质量保证体系文件规定的控制围、程序、容应符合相关要求。
查阅焊接控制程序文件(管理制度)
未制定程序文件判为不符合。
24
焊接人员管理
焊接人员管理应符合以下要求:
1、建立了焊接人员档案并妥善保存;
2、焊接人员的培训、资格考核及其记录符合相关规定;
3、焊接人员标识清晰(根据实际情况焊接人员标识可采用多种形式,如钢印、资料记录等),且与施焊记录一致;
4、焊接人员施焊项目为持证的合格项目。
现场检查焊接人员明细表、、人员档案,抽查施焊记录(结合产品安全性能抽查检验)。
焊接人员无资格判为不符合。
25
焊接材料控制
审查焊接材料控制是否符合以下要求:
1、焊接材料的储存条件满足相关规定;
2、焊接材料烘干保温设备、焊材库的温湿度装置符合要求;
3、焊接材料的采购、验收、检验、储存、烘干、发放、使用和回收管理符合相关规定。
现场检查焊材库,抽查有关记录和报告(结合产品安全性能抽查检验)。
焊接材料使用未得到有效控制判为不符合。
26
焊接工艺评定及焊接工艺
焊接工艺评定及焊接工艺应以下要求:
1、焊接工艺指导书、焊接工艺评定报告、焊接工艺卡应符合相关安全技术规及其相应标准的规定;
2、焊接工艺评定的项目、数量、方法、程序、检验检测、试样保管及焊接工艺评定报告的编制、审核、批准应符合规定,焊接工艺评定的项目覆盖压力容器制造焊接所需要的焊接工艺;
3、焊接工艺文件的编制、审核、批准、发放、使用、修改应符合相关的规定。
审查焊接工艺指导书,焊接工艺评定报告、焊接工艺卡、焊接工艺评定试样、施焊记录。
未进行焊接工艺评定判为不符合。
27
焊接过程控制
审查是否符合以下要求:
1、现场施焊执行焊接工艺,施焊记录应规、完整齐全,焊接质量得到有效控制;
2、焊接设备应完好,满足施焊要求;
3、应对焊接质量进行了统计,并对统计数据进行分析;
4、焊缝返修(母材缺陷补焊)时,应按照焊缝返修(母材缺陷补焊)程序进行了审批,应按照焊缝返修(母材缺陷补焊)工艺施焊,返修(母材缺陷补焊)后应按相关规定进行了复验。
5、焊接试板应满足相关安全技术规及其相应标准要求
检查产品焊接记录、返修记录等相关技术资料,并抽查焊接设备状态(结合产品安全性能抽查)。
未执行焊接工艺,焊接质量不合格判为不符合。
项目
评审容
评审要求
评审情况、工作见证及存在问题
评审
结论
热处理控制
28
热处理控制程序文件(管理制度)
热处理控制程序文件(管理制度)等质量保证体系文件规定的热处理质量控制围、程序、容应符合相关规定。
查阅热处理控制程序文件(管理制度)
未制定程序文件判为不符合。
29
热处理工艺和过程控制
热处理工艺和过程控制应符合如下要求:
1、热处理工艺文件的编制、审核、批准、使用、发放等符合质量保证体系文件规定,热处理记录、报告符合相关要求;
2、热处理设备、测温装置、热处理温度自动记录装置符合相关要求;
3、热处理温度自动记录上注明了热处理炉号、工件号/产品编号、热处理日期、热处理操作工签字、热处理责任人签字确认。
检查热处理工艺文件、热处理记录和报告,现场检查热处理设备(结合产品安全性能抽查)。
热处理质量未得到有效控制判为不符合。
30
热处理分包控制
申请单位热处理工作由分包方承担时,热处理分包方的质量控制应符合以下要求:
1、对热处理分包方进行了评价、选择、重新评价,并出具评价报告;
2、热处理工艺符合安全技术规、标准要求;
3、热处理分包方出具的热处理温度自动记录、热处理报告符合相关要求,并且应当注明热处理炉号、工件号(产品编号)、热处理日期、热处理操作工签字、热处理责任人签字等;
3、热处理责任人员对分包方出具的热处理温度自动记录、热处理报告进行了审查确认。
检查热处理分包协议、评价报告,检查热处理报告、记录。
无合同(协议)、评价报告,分包质量未得到有效控制判为不符合。
无损检测控制
31
无损检测控制程序文件(管理制度)
无损检测控制程序文件(管理制度)等质量保证体系文件所规定的无损检测控制围、程序、容应符合相关要求。
查阅无损检测控制程序文件(管理制度)
未制定程序文件判为不符合。
32
无损检测人员管理
无损检测人员的管理(包括无损检测人员培训、考核、书、持证项目的管理,无损检测人员的职责、权限等)应符合相应规定。
检查无损检测人员明细表、、人员档案。
无损检测人员无资格判为不符合。
33
无损检测工艺
无损检测通用工艺、专用工艺及其执行情况应符合相关安全技术规、标准的规定。
检查无损检测工艺文件。
无检测工艺判为不符合。
34
无损检测过程控制
无损检测过程控制应符合以下要求:
1、无损检测方法、数量、比例、评定标准符合安全技术规及其相应标准规定;
2、不合格部位的复验检测方法、扩探数量、评定标准符合安全技术规及其相应标准规定;
3、射线检测底片的保管、UT试块的保管符合相关规定;
4、在无损检测过程中按照无损检测工艺文件的规定进行操作;
5、无损检测设备及器材管理符合相关规定。
抽查无损检测记录、报告,并现场核实(结合产品安全性能抽查)。
无损检测方法不正确,无损检测质量未得到控制判为不符合。
35
无损检测报告
压力容器制造的无损检测记录、报告,审查应符合如下要求:
1、无损检测记录、报告、射线检测底片符合安全技术规及其相应标准规定;
2、采用的无损检测标准正确;
3、射线检测底片质量符合标准要求;
4、无损检测记录、报告中标明的无损检测方法、数量、比例、评定标准等符合相关规定。
抽查无损检测记录、报告(结合产品安全性能抽查)。
检测标准、评定标准不正确判为不符合。
36
无损检测分包控制
申请单位无损检测工作由分包方承担时,,审查是否符合以下要求:
1、对无损检测分包方进行了评价、选择、重新评价,并出具了评价报告;
2、分包方核准的无损检测项目围、无损检测人员资格满足相关规定;
3、分包方出具的无损检测记录、报告符合安全技术规及其相应标准规定;
4、无损检测责任人员对无损检测记录、报告进行了审查确认。
检查无损检测分包协议、评价报告,检查无损检测记录、报告(结合产品安全性能抽查)。
无损检测分包未进行评价,分包质量未得到有效控制判为不符合。
理化检验控制
37
理化检验控制程序文件(管理制度)
理化检验控制程序文件(管理制度)等质量保证体系文件所规定的理化检验质量控制围、程序、容是否符合要求。
查阅理化检验控制程序文件(管理制度)
未制定程序文件判为不符合。
38
理化检验过程控制
压力容器制造理化检验记录、报告,理化检验过程控制,应符合以下要求:
1、理化检验人员培训上岗;
2、选用的理化检验方法、试样数量正确,理化检验工艺(规程)符合要求,理化检验操作按照工艺(规程)的规定进行;
3、理化检验试样、试剂、标样的保管符合相关规定;
4、理化检验试样加工符合图样要求,有有效的试样检测手段;
5、理化检验结果的确认和复验符合相关规定。
抽查理化检验记录、报告,现场核实。
理化检验未得到有效控制判为不符合。
39
理化检验分包控制
申请单位理化检验由分包方承担时,理化检验分包控制应符合以下要求:
1、申请单位对理化检验分包方进行了评价、选择、重新评价,并出具分包方评价报告;
2、分包方所具备的理化检验能力满足受理的许可项目要求;
3、分包方出具的理化检验报告符合相关规定,理化检验责任人员对分包方理化检验报告进行了审查确认。
检查理化分包协议、评价报告,检查理化记录、报告。
理化分包未进行评价,分包质量未得到有效控制判为不符合。
检验与试验控制
40
程序文件(管理制度)
检验与试验控制程序文件(管理制度)等质量保证体系文件所规定的检验与试验控制围、程序、容应符合要求。
审查检验与试验控制程序文件(管理制度)
未制定程序文件判为不符合。
41
过程检验与试验控制
过程检验与试验控制应否符合以下要求:
1、质量计划实施过程中,按要求进行了全部检验与试验;
2、各类检验与试验工艺完整齐全,且符合相关要求,在检验试验过程中执行检验与试验工艺的规定。
结合产品安全性能抽查,抽查检验与试验工艺、记录、报告和质量证明文件。
未按要求进行检验和试验判为不符合。
42
最终检验与试验控制
结合受理的许可项目特性,抽查产品档案,审查出厂检验、竣工验收、调试验收、试运行验收记录、报告,符合相关检验与试验工艺规定,检验与试验结论满足安全技术规、标准的规定。
抽查产品档案
最终检验与试验不符合标准要求判为不符合。
43
检验试验条件控制
检验试验装置应符合以下要求:
1、检验试验装置、工装满足检验


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 压力容器 制造 许可 鉴定 评审 细则
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《大侦探小卡莱》读后感.docx
《大侦探小卡莱》读后感.docx
-
《关于小学保护环境演讲稿范文锦集10篇》.docx
-
《骆驼祥子》问题.docx
-
《探究平抛运动的规律》教学设计.docx
-
《傅雷家书》名著阅读训练题含答案练习.docx
-
《机械原理》试题解析.docx
-
《浅谈法律适用的概念三篇》.docx
-
《物联网概论》电子教学说课.docx
-
《中国诗词大会》第一季题库.docx
-
3云南省食品安全地方标准《鲜花饼》.docx
-
《肺结核病防治知识》.docx
-
《会展客户关系管理》复习资料.docx
-
《拍皮球》教案.docx
-
《我的家乡》教学设计.docx
-
《中国教育史》复习要点.docx
-
《比尾巴》教学实录及点评.docx
-
《各运动品牌口号》.docx
-
《教学管理模式的创新研究与实践》课题开题报告.docx
-
《实验室日常管理规定》.docx
-
《学习《铁窗忏悔录》心得》.docx
-
《最大的书》教案2.docx
-
09系统部署方案设计.docx
-
41食物与营养 浙教版九年级科学上册学案.docx
-
360全息投影系统方案.docx
-
Android实训心得.docx
-
《背起爸爸上学》观后感5篇精品模板.docx
-
CAD三维建模教案0038课时doc.docx
-
c语言习题.docx
-
《个人能力提升计划》.docx
-
《产品质量法》培训.docx
-
《工程招投标与合同管理》期末考试复习题及参考答案.docx
-
《数字歌》教学设计.docx
-
建筑(公司)企业年度工作总结(共5页)2900字.docx
-
大学文艺部部长个人年度总结(共2页)1200字.docx
-
高一语文教学小结(共2页)800字.docx
-
共青团区委最新范文上半年工作总结(共6页)3600字.docx
-
路政大队二OO五年工作总结(共9页)5700字.docx
-
策划工作总结模板4篇(共11页)6800字.docx
-
教师个人工作德、能、勤、绩总结(共8页)5100字.docx
-
党员个人工作总结(共5页)2800字.docx
-
海关最新范文工作总结及最新范文工作计划(共6页)3600字.docx
-
动物卫生监督上半年总结(共5页)3000字.docx
-
编辑试用期工作总结(共2页)1200字.docx
-
关心下一代工作总结(共4页)2600字.docx
-
班主任及八年级语文教学工作总结(共2页)900字.docx
-
教师培训中心最新范文培训工作总结(共2页)1100字.docx
-
跟岗学习个人总结(共2页)800字.docx
-
副科级干部个人工作总结(共2页)1100字.docx
-
第二季度工作总结范文(共4页)2300字.docx
-
教师最新范文个人工作总结范文(共5页)2900字.docx
-
规划建设局年双拥工作总结暨年工作计划(共5页)3000字.docx
