 A包装产品质量标准与检验方法.doc
A包装产品质量标准与检验方法.doc
- 文档编号:1103428
- 上传时间:2023-04-30
- 格式:DOC
- 页数:4
- 大小:40.50KB
A包装产品质量标准与检验方法.doc
《A包装产品质量标准与检验方法.doc》由会员分享,可在线阅读,更多相关《A包装产品质量标准与检验方法.doc(4页珍藏版)》请在冰点文库上搜索。
岗位职责
文件编号
MY/C/010/016-2001
-2001
版次
A
修改号
0
包装产品质量标准与检验方法
页码
共四页第一页
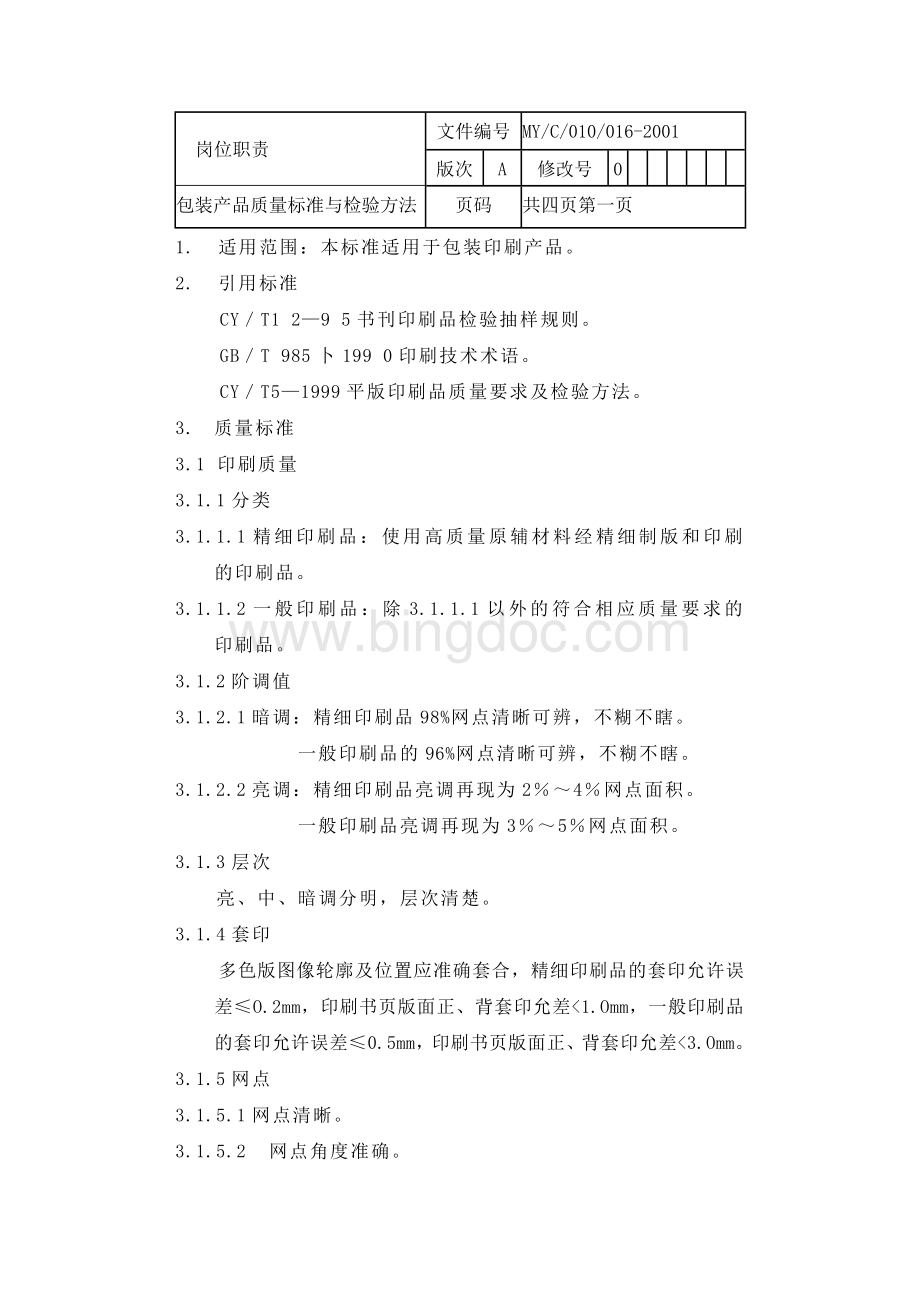
1.适用范围:
本标准适用于包装印刷产品。
2.引用标准
CY/T12—95书刊印刷品检验抽样规则。
GB/T985卜1990印刷技术术语。
CY/T5—1999平版印刷品质量要求及检验方法。
3.质量标准
3.1印刷质量
3.1.1分类
3.1.1.1精细印刷品:
使用高质量原辅材料经精细制版和印刷的印刷品。
3.1.1.2一般印刷品:
除3.1.1.1以外的符合相应质量要求的印刷品。
3.1.2阶调值
3.1.2.1暗调:
精细印刷品98%网点清晰可辨,不糊不瞎。
一般印刷品的96%网点清晰可辨,不糊不瞎。
3.1.2.2亮调:
精细印刷品亮调再现为2%~4%网点面积。
一般印刷品亮调再现为3%~5%网点面积。
3.1.3层次
亮、中、暗调分明,层次清楚。
3.1.4套印
多色版图像轮廓及位置应准确套合,精细印刷品的套印允许误差≤O.2mm,印刷书页版面正、背套印允差<1.Omm,一般印刷品的套印允许误差≤0.5mm,印刷书页版面正、背套印允差<3.Omm。
3.1.5网点
3.1.5.1网点清晰。
3.1.5.2网点角度准确。
岗位职责
文件编号
MY/C/010/016-2001
-2001
版次
A
修改号
0
包装产品质量标准与检验方法
页码
共四页第二页
3.1.5.3不出重影。
3.1.6颜色
3.1.6.1颜色符合付印样。
3.1.6.2同批产品颜色基本一致。
3.1.7P刷外观
3.1.7.1版面干净,无明显脏迹。
3.1.7.2图文完整、清楚,位置准确。
3.1.7.3P刷接版色调目测一致。
3.2P后力口工
3.2.1覆膜
3.2.1.1粘结牢固。
3.2.1.2表面平整不模糊,光洁度好,无皱折、起泡、粉箔痕。
3.2.1.3无亏膜,不出膜。
3.2.1.4无明显卷曲。
3.2.1.5干燥程度适当,无粘坏表面薄膜或纸张的现象。
3.2.2模切、糊(钉)盒
3.2.2.1规格尺寸:
包装盒的规格尺寸符合《生产通知单》的要求。
3.2.2.2外形:
包装盒成形后不能扭曲变形。
3.2.2.3用胶:
包装盒粘口用胶根据包装盒表面材料和环境情
况选用适当的胶粘剂。
3.2.2.4切口:
切口光洁,线型均匀,无刀花、毛边。
3.2.2.5压痕:
压痕清晰,深浅适度。
3.2.2.6舌头、插口配合:
“舌头”与“插口”配合准确,不歪不斜。
3.2.2.7胶量:
施胶量要适度,成品盒不能出现“粘膛”和开
岗位职责
文件编号
MY/C/010/016-2001
-2001
版次
A
修改号
0
包装产品质量标准与检验方法
页码
共四页第三页
胶。
3.2.2.8打钉规格、数量、种类符合要求。
3.2.2.9糊(钉)盒牢固,不开盒。
3.2.2.10成盒精度:
8开以下误差<0.5mm,8开以上误差<1.Omm。
3.2.3裱楞
3.2.3.1楞纸的克重、规格、质地符合要求。
3.2.3.2裱楞后要平整,成盒后不变形,模切时不开裂。
3.2.3.3里纸、面纸与楞纸粘接牢固,不开胶,不起鼓。
3.2.3.4基本无透楞现象。
3.2.3.5面纸无粘脏、磨损。
3.2.4磨亮
3.2.4.1用料符合要求。
3.2.4.2磨亮后平整、不变形,模切时不开裂。
3.2.4.3磨亮均匀,无气泡,无条痕。
3.2.4.4亮度、光洁度符合要求。
3.2.4.5磨亮后干燥良好,无粘连、磨损、划痕。
3.3外观:
成品外观整洁,无脏污、残破。
3.4包装
3.4.1包装完整,无破损,保证产品完好。
3.4.2扎捆包装整齐、结实、清洁。
3.4.3包装标识文字表达清楚明了。
4.检验方法
5.4.1按行标CY/T12-95《书刊印刷品检验抽样规则》,本厂合格质量水平AQL=4%,并采用检查水平S-4。
6.4.2抽样采用一次抽样方案,见下表:
岗位职责
文件编号
MY/C/010/016-2001
-2001
版次
A
修改号
0
包装产品质量标准与检验方法
页码
共四页第四页
批量
15l—500
50l—1200
1201—
1000O
10001—
35000
35000—
500000
≥
500001
样本大小
13
20
32
50
80
125
合格判定数
1
2
3
5
7
10
不合格判定数
2
3
4
6
8
l1
4.3取样方法:
每批按成品包装数抽取2%—5%,每包中抽取l3—20个,达到抽样方案样本数为止。
4.4判定
a.发现有一处不符合标准,即判定为检验个体不合格。
b.累计不合格数超出本批对应的合格判定数,即判为整批不合格并退回选整工段重新选整,否则判为整批合格。
4.5采用目测、放大镜、直尺等检验。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 包装 产品质量 标准 检验 方法
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 二年级下册数学专项练习-应用题1.docx
二年级下册数学专项练习-应用题1.docx
-
2015年小学六年级英语语法及习题.doc
-
福师2018.8《小学教育管理考核题》答案.doc
-
《西游记》课外阅读汇报课教案.doc
-
初中美术《藏书票》说课稿.doc
-
《乡愁》教学设计与反思.doc
-
17年语文龙岩质检卷(含答案).doc
-
A4作文稿纸模板.doc
-
IBMX5服务器设置流程Word文件下载.docx
-
IE部岗位职责文档格式.doc
-
IPV4向IPV6平滑过渡毕业论文Word下载.doc
-
IP数据包的捕获与分析设计报告Word文档格式.docx
-
IT服务外包及报价文档格式.doc
-
IT项目管理的六种错误思维Word下载.doc
-
IT行业服务话术及处理技巧Word文件下载.docx
-
Java仓库管理系统报告文档格式.doc
-
Java开发中的种设计模式Word格式.doc
-
浙江传媒学院笔试真题.doc
-
欧洲及北美动画史.doc
-
粮食仓储管理制度.doc
-
(完整版)《那个星期天》习题和答案.docx
-
(完整版)机房巡检表.doc
-
小升初数学全真模拟试卷1.doc
-
2022最新教科版五年级下册科学全册教案Word文档下载推荐.docx
-
机械加工件检验标准Word文档格式.docx
-
小升初数学衔接教材北师版学生版.doc
-
初中美术_文明之光——瓷器教学设计学情分析教材分析课后反思Word格式文档下载.docx
-
围堰施工专项施工安全方案文档格式.doc
 中考语文综合探究专题复习用.ppt
中考语文综合探究专题复习用.ppt
-
种植养护实施方案.docx
-
小学数学研究性学习设计方案_四年级数学_数学_小学教育_教育专区.doc
-
综合实践活动《鸟巢创意搭建》教学设计.docx
-
等级考试复习题3Word文件下载.docx
-
党史知识竞赛试题库Word格式文档下载.docx
-
度假型酒店市场调研报告Word文档下载推荐.docx
-
对于生产实习报告文档格式.docx
-
刀具涂层的分类与应用Word格式.docx
-
邓学东讲稿胎儿畸形Word文件下载.docx
-
度优秀工作总结范文Word文档下载推荐.docx
-
抵押担保合同协议书最新版Word下载.docx
-
对公账户开户流程范本模板Word格式文档下载.docx
-
抵制诱惑的例子Word文件下载.docx
-
德育复习资料Word文件下载.docx
-
儿童室内游乐场项目投资分析Word格式文档下载.docx
-
地理野外实习报告Word文件下载.docx
-
多元统计分析期末复习试题文档格式.docx
-
耳鼻咽喉科手术知情同意书样本文档格式.docx
-
耳鼻咽喉15种临床路径整理完整版Word格式文档下载.docx
-
道路交通信号灯设置与交通红绿灯设置安装规范Word文档下载推荐.docx
-
地质灾害危险性评估实用技术要求Word文件下载.docx
-
儿科常见疾病基本药物一Word文档下载推荐.docx
