 O型密封圈压缩量和加热圈计算精选.docx
O型密封圈压缩量和加热圈计算精选.docx
- 文档编号:10400242
- 上传时间:2023-05-25
- 格式:DOCX
- 页数:42
- 大小:332.67KB
O型密封圈压缩量和加热圈计算精选.docx
《O型密封圈压缩量和加热圈计算精选.docx》由会员分享,可在线阅读,更多相关《O型密封圈压缩量和加热圈计算精选.docx(42页珍藏版)》请在冰点文库上搜索。
O型密封圈压缩量和加热圈计算精选
影响密封性能的其它因素
1)O形圈的硬度
O形圈材料硬度是评定密封性能最重要的指标。
硬度决定了O形圈的压缩量和沟槽最大允许挤出间隙。
由于邵氏A70的丁晴密封都能满足大部分的使用条件,故对密封材料不作特殊说明,一般提供邵氏A70的丁晴橡胶。
2)挤出间隙
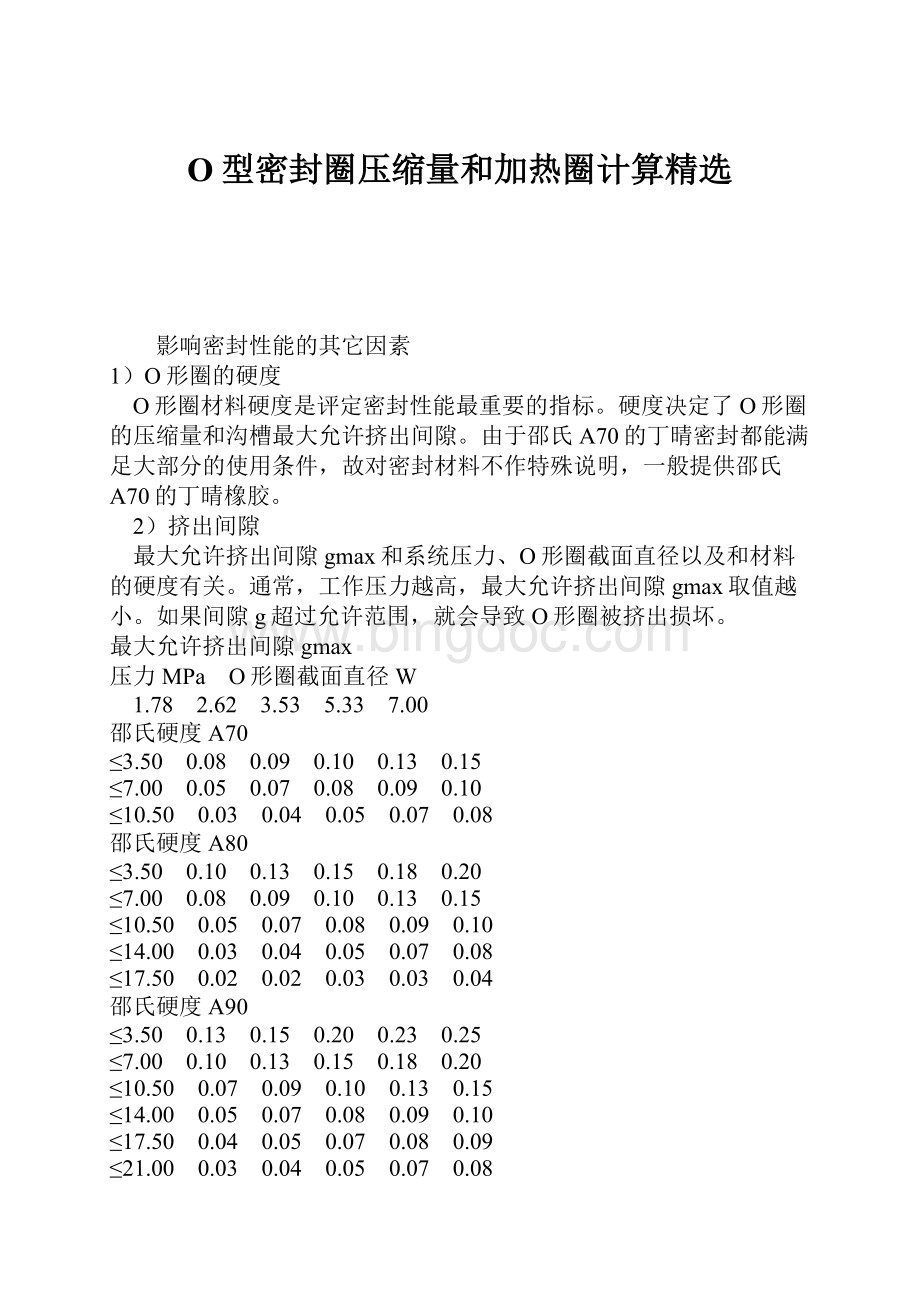
最大允许挤出间隙gmax和系统压力、O形圈截面直径以及和材料的硬度有关。
通常,工作压力越高,最大允许挤出间隙gmax取值越小。
如果间隙g超过允许范围,就会导致O形圈被挤出损坏。
最大允许挤出间隙gmax
压力MPa O形圈截面直径W
1.78 2.62 3.53 5.33 7.00
邵氏硬度A70
≤3.50 0.08 0.09 0.10 0.13 0.15
≤7.00 0.05 0.07 0.08 0.09 0.10
≤10.50 0.03 0.04 0.05 0.07 0.08
邵氏硬度A80
≤3.50 0.10 0.13 0.15 0.18 0.20
≤7.00 0.08 0.09 0.10 0.13 0.15
≤10.50 0.05 0.07 0.08 0.09 0.10
≤14.00 0.03 0.04 0.05 0.07 0.08
≤17.50 0.02 0.02 0.03 0.03 0.04
邵氏硬度A90
≤3.50 0.13 0.15 0.20 0.23 0.25
≤7.00 0.10 0.13 0.15 0.18 0.20
≤10.50 0.07 0.09 0.10 0.13 0.15
≤14.00 0.05 0.07 0.08 0.09 0.10
≤17.50 0.04 0.05 0.07 0.08 0.09
≤21.00 0.03 0.04 0.05 0.07 0.08
≤35.00 0.02 0.03 0.03 0.04 0.04
注:
1、当压力超过5MPa时,建议使用挡圈;
2、对静密封应用场合,推荐配合为H7/g6。
3)压缩永久变形
评定O形圈密封性能的另一指标,即该材料的压缩永久变形。
在压力作用下,作为弹性元件的O形圈,产生弹性变形,随着压力增大,会出现永久的塑性变形。
压缩永久变形d可由下式确定:
式中:
b0-原始厚度(截面直径W),b1-压缩状态下的厚度,b2-释放后的厚度
通常,为防止出现永久的塑性变形,O形圈允许的最大压缩量在静密封中约为30%,在动密封中约为20%。
4)预压缩量
O形圈安装在沟槽里,为保证其密封性能,应预留一个初始压缩量。
对于不同的应用场合,相对于截面直径W的预压缩量也不同。
通常,在静密封中约为15%~30%,而在动密封中约为9%~25%。
具体可参照下面图表进行选择。
5)拉伸与压缩
将O形圈安装在沟槽内时,要受到拉伸或压缩。
若拉伸和压缩的数值过大,将导致O形圈截面过度增大或减少,因为拉伸1%相应地使截面直径W减少约为0.5%。
对于孔用密封,O形圈最好处于拉伸状态,最大允许拉伸量为6%;对于轴用密封,O形圈最好延其周长方向受压缩,最大允许周长压缩量为3%。
6)O形圈用作旋转轴密封
O形圈也可用作低速旋转运动及运行周期较短的旋转轴密封。
当圆周速度低于0.5m/s时,须考虑拉长的橡胶圈受热后会收缩这一现象,故选择密封圈时其内径要比被它密封的轴径约大2%。
密封圈安装在沟槽后,导致密封圈受到径向压缩,O形圈圈在沟槽中形成微量波纹状,从而改善了润滑条件。
沟槽尺寸设定方法
压缩率的设定使用范围:
6~30%
E(%):
压缩率
σ(mm):
压缩余量(=W-H)
W(mm):
O型圈载径
H(mm):
沟槽深度
充填率的设定使用范围:
max90%、中央值75%(设计的目标值)
n(%):
充填率
G(mm):
沟槽宽
W(mm):
O型圈载径
H(mm):
沟槽深度
安装建议:
◇基本要求:
在安装O型圈之前,检查以下各项:
引入角是否按图纸加工?
内径是否去除毛刺?
锐边是否倒圆?
加工残余,如碎屑、脏物、外来颗粒等,是否已去除?
螺纹尖端是否已遮盖?
密封件和零件是否已涂润滑脂或润滑油?
(要保证与弹性体的介质相容性。
推为用所密封的流体来润滑。
)
不得使用含固体添加剂的润滑脂,如二硫化钼,硫化锌。
◇手工安装:
使用无锐边的工具;
保证O型圈不扭曲,使用辅助工具保证正确定位;
尽量使用安装辅助工具;
不得过量拉伸O型圈;
对于用密封条粘接成的O型圈,不得在连接处拉伸。
◇安装过螺纹、花键等:
当O型圈拉伸后,要通过螺纹、花键、键槽等时,必须使用安装心轴。
该心轴可以用较软的金属或塑料制成,并不得有毛刺和锐边。
自动话安装:
自动化安装O型圈要求有充分的准备。
通常对O型圈的表面有集中方法来处理,以减小安装磨擦力小、防止粘连,容易分理。
对于那些尺寸不稳定的零件的处理与安装,需要丰富的经验。
要获得可靠的自动化装配,需要对O型圈进行特别的操作和包装.
压缩率:
O型圈在沟槽中的初始变形(挤压量)对其密封作用是必要的:
1、获得初始密封接触应力
2、补偿产品公差(在间隙配合中连接二者)
3、保证一定的摩擦力;
4、补偿永久压缩变形(损失);
5、补偿磨损。
对于不同的应用,下面列出了其初始变形量与截面直径(d2)的比例
动密封应用:
6%-20%
静密封应用:
15%-30%
在设计时,可根据图1-5和图1-6中推荐的初始压缩变形量来设计沟槽尺寸:
以上二图中的初始压缩变形量是根据ISO3601-2标准,考虑了负载与截面直径的关系后制成的。
由于初始变化的程度不同,以及密封材料的硬度不同,O型圈的压缩压力的大小也有所不同。
图1-7显示了O型圈圆周每厘米长度上所承受的压缩力的大小。
该图可用于估计静密封应用时O型圈的总的压缩力的大小。
拉伸与压缩是O型圈在沟槽中安装的两种形态。
在径向密封的结构配置中,O型圈装在内沟槽中(作为“外圆密封”),O型圈必须受到拉伸,且其内径拉伸后大于沟槽的外径。
在安装后的状态,O型圈的最大伸长量应该为3%(内径>50mm)或5%(内径<50mm).
当O型圈装在外沟槽中(作为“内圆密封”),O型圈沿圆周长方向被压缩。
在安装后的状态,其最大周长压缩量为1%。
若超过以上拉伸或压缩量,会导致O型圈截面尺寸的过度增加或减少,这会影响O型圈的工作寿命。
O型圈沿周长方向拉伸1%,会导致其截面尺寸缩小0.5%。
技术参数:
O型圈可以广泛应用在各种环境。
环境的温度、压力、速度和介质决定了密封材料的选择。
为了正确地评估O型圈是否对某种具体应用适用,我们必须对所有的工作参数及其相互影响予以考虑:
◇工作压力
静密封
内径大于50mm的O型圈在5Mpa以下工作时,不需要挡圈;内径小于50mm的O型圈在10Mpa以下工作时,不需要挡圈;(与材料硬度、载面尺寸、间隙有关系)40Mpa以下,必须使用挡圈;50Mpa以内,使用特殊的挡圈。
注意最大许可间隙。
动密封
压力小于5Mpa的往复运动,不需要使用档圈;
大于5Mpa,必须使用档圈。
◇速度(与材料、应用有关)
往复运动速度最大0.5m/s;
旋转运动速度最大0.5m/s;
◇温度
-60℃至+325℃(与材料种类和介质相容性有关)在评估时,极端温度和连续工作温度都要予以考虑。
对于动密封,由于摩擦生热造成的温度升高,要特别注意。
◇介质
由于有着许多不同特性的密封材料可供选择,德克的密封件可满足几乎所有液体、气体和各种化学介质的使用要求。
沟槽设计
◇导入倒角
正确的沟槽设计可以从一开始就消除可能的损伤和密封失效。
由于O型圈安装时受挤压,所以设计O型圈导入过程中接触的零件时,必须要有规定倒角和倒圆。
倒角最小长度Z,作为与O型圈截面直径相关的函数,列于下表中:
表1-1导入倒角
导入倒角最小长度(Zmin)
O型圈截面直径
d2
15°
20°
2.5
1.5
≤1.78
3.0
2.0
≤2.62
3.5
2.5
≤3.53
4.5
3.5
≤5.33
5.0
4.0
≤6.99
6.0
4.5
>6.99
到如倒角的表面粗糙度为:
Rz≤4.0mm,Ra≤0.8mm
上一页下一页
表面粗糙度
在压力作用下,弹性体将贴紧不规则的密封表面。
对气体或液体密封的紧配合静密封,被密封表面应满足一些基本的要求。
密封表面上不得开槽、创痕、凹坑、同心或螺旋状的加工痕迹。
对于动密封,配合面的粗糙度要求更高。
按照DIN4768/1T和ISO1302标准中对表面粗糙度的定意,我司对沟槽各个表面的粗糙度要求推荐为如下表:
表1-2沟槽表面粗糙推荐值:
负载类型
表面
表面粗糙um接触区域如>50%
Ra
Rmax
动密封
配合面
0.1-0.4
1.6
沟槽槽底、槽侧面
1.6
6.3
导入面
3.2
12.5
静密封
配合表面
压力脉动
0.8
6.3
压力恒定
1.6
6.3
沟槽槽底、槽侧面
压力脉动
1.6
6.3
压力恒定
3.2
12.5
导入面
3.2
12.5
端面密封沟槽设计建议(轴向)
O型圈在轴向发生变形。
在压力作用下,O型圈会产生径向运动,所以要注意压力的方向。
若压力来自内侧,则O型圈的外径应该与沟槽的外径接触(其周长压缩1%到3%),如图1-10。
若压力来自外侧,则O型圈的内径应该与沟槽的内径接触,最大允许拉伸3%,如图1-11。
表1-5矩形沟槽尺寸-轴向压缩。
d2
h+0.10
b+0.20
r1
r2
1.50
1.10
1.90
0.2-0.4
1.80
1.30
2.40
2.00
1.50
2.60
2.50
2.00
3.20
2.65
2.10
3.60
3.00
2.30
3.90
0.4-0.8
0.2-0.4
3.55
2.80
4.80
4.00
3.25
5.20
5.00
4.00
6.50
5.53
4.35
7.20
6.00
5.00
7.80
7.00
5.75
9.60
0.8-1.2
8.00
6.80
10.40
9.00
7.70
11.70
10.00
8.70
13.00
12.00
10.60
15.60
上一页下一页
工业用静密封沟槽设计建议(径向)
表1-6静密封沟槽尺寸-径向压缩:
图1-12O型圈的尺寸
d2
t
b+0.20
z
r1
r2
1.50
1.10
1.90
1.5
0.2-0.4
1.80
1.40
2.40
1.5
2.00
1.50
2.60
1.5
2.50
2.00
3.20
1.5
2.65
2.20
3.60
2.0
3.00
2.30
3.90
2.0
0.4-0.8
0.1-0.3
3.55
2.90
4.80
2.0
4.00
3.25
5.20
3.0
5.00
4.10
6.50
3.0
5.30
4.50
7.20
3.0
6.00
5.00
7.80
3.6
7.00
5.90
9.60
4.0
0.8-1.2
8.00
6.80
10.40
4.5
9.00
7.70
11.70
4.5
10.00
8.70
13.00
4.5
12.00
10.60
15.60
4.5
注:
t的公差取决于d3h9+d4H8或d517+d6H9
工业用往复运动密封沟槽设计建议:
表1-7液压动密封沟槽尺寸-径向压缩:
d2
t
b+0.2
z
r1
r2
1.50
1.30
1.90
1.5
0.2-0.4
0.1-0.3
1.80
1.45
2.40
1.5
2.00
1.70
2.60
1.5
2.50
2.10
3.30
1.5
2.65
2.20
3.60
1.5
3.00
2.60
3.90
1.8
0.4-0.8
3.55
3.05
4.80
1.8
4.00
3.50
5.30
1.8
5.00
4.45
6.70
2.7
5.35
4.65
7.10
2.7
6.00
5.40
8.00
3.6
7.00
6.20
9.50
3.6
表1-8气动动密封沟槽尺寸-径向压缩:
d2
t
b+2.0
z
r1
r2
1.8
1.55
2.30
1.5
0.2-0.4
0.1-0.3
2.65
2.35
3.10
1.5
3.55
3.15
4.20
1.8
0.4-1.20
5.30
4.85
6.40
2.7
73.00
6.40
8.40
3.6
表1-9O型圈挤出极限(公制,mm)
O型圈截面直径d2
≤2
2-3
3-5
5-7
>7
70邵氏硬度(A)的O型圈
压力(Mpa)
径向间隙(S)
≤3.50
0.08
0.09
0.10
0.13
0.15
≤7.00
0.05
0.07
0.08
0.09
0.10
≤10.5
0.03
0.04
0.05
0.07
0.08
90邵氏硬度(A)的O型圈
压力(Mpa)
径向间隙(S)
≤3.50
0.13
0.15
0.20
0.23
0.25
≤7.00
0.10
0.13
0.15
0.18
0.20
≤10.5
0.07
0.09
0.10
0.13
0.15
≤14.0
0.05
0.07
0.08
0.09
0.10
≤17.5
0.04
0.05
0.07
0.08
0.09
≤21.0
0.03
0.04
0.05
0.07
0.08
≤35.0
0.02
0.03
0.03
0.04
0.04
O型圈挤出极限与间隙:
O型圈在沟槽中受介质压力作用下,会发生变形,“流”向间隙位置,达到密封效果。
也就是说,随着压力的增加,O型圈发生更大的变形,其应力也增加,获得更紧的密封。
在O型圈承受高压的情况下,会被挤入到间隙中,造成密封失效。
建议使用高硬度抗挤出的挡圈
,如聚四氟已烯或硬的橡胶材料。
在静密封的应用中,可以通过修改沟槽设计来达到不使用挡圈即可承受更高的压力。
设计时我们应该注意使间隙尽可能小。
挤出极限的大小取决于O型圈的硬度、工作压力及沟槽间隙大小。
O型圈沟槽的径向间隙必须保持在表1-9中给出的最大径向间隙范围内。
若公差太大,会导致O型圈从间隙挤出(如图1-17)。
允许的被密封元件之间的径向间隙S取决于系统压力、O型圈截面直径和O型圈的硬度。
表1-9所推荐为的最大径向间隙值S是O型圈截面直径和硬度的涵数。
除聚胺酯和FEP封装O型圈外,表1-9可应用于其它所有橡胶材料O型圈。
对压力大于5Mpa且O型圈内径大于50mm;以及压力大于10Mpa且内径小于50mm;我们推荐使用挡圈。
值得注意是,表格1-9中的数值基于以下假设:
各零件完全同心,且受到压力作用不发生膨胀。
若实际情况与该假设不符,则该间隙值应该更小!
对于静密封,我们推荐使用8/g7的公差配合。
聚胺酯材料O型圈由于具备优异的抗挤出能力和较好的尺寸稳定性,可以采用较大的间隙。
加热圈型号有圆柱接、短瓷接(用宇机筒)和长瓷接(用于喷嘴)
选型如下:
如机筒二段。
下单规格型号:
φ85*120MM*2件1100W(短瓷接)
φ85机筒外圆、120MM加热圈长度、2件数量(最好加热圈之间间隔10-15MM).
1100w功率(计算方法:
平方厘米*系数3.5.例(3.14*85*120)/100*3.5=1120.98W)
以下是附加文档,不需要
的朋友下载后删除,谢谢
顶岗实习总结专题13篇
第一篇:
顶岗实习总结
为了进一步巩固理论知识,将理论与实践有机地结合起来,按照学校的计划要求,本人进行了为期个月的顶岗实习。
这个月里的时间里,经过我个人的实践和努力学习,在同事们的指导和帮助下,对村的概况和村委会有了一定的了解,对村村委会的日常工作及内部制度有了初步的认识,同时,在与其他工作人员交谈过程中学到了许多难能可贵经验和知识。
通过这次实践,使我对村委会实务有所了解,也为我今后的顺利工作打下了良好的基础。
一、实习工作情况
村是一个(此处可添加一些你实习的那个村和村委会的介绍)我到村村委会后,先了解了村的发展史以及村委会各个机构的设置情况,村委会的规模、人员数量等,做一些力所能及的工作,帮忙清理卫生,做一些后勤工作;再了解村的文化历史,认识了一些同事,村委会给我安排了一个特定的指导人;然后在村委会学习了解其他人员工作情况,实习期间我努力将自己在学校所学的理论知识向实践方面转化,尽量做到理论与实践相结合。
在实习期间我遵守了工作纪律,不迟到、不早退,认真完成领导交办的工作。
我在村委会主要是负责管理日常信件的工作,这个工作看似轻松,却是责任重大,来不得办点马虎。
一封信件没有及时收发,很有可能造成工作的失误、严重的甚至会造成巨大的经济损失。
很感谢村委会对我这个实习生的信任,委派了如此重要的工作给我。
在实习过程中,在信件收发管理上,我一直亲力亲为,片刻都不敢马虎。
为了做好信件的管理工作,我请教村委会的老同事、上网查阅相关资料,整理出了一套信函管理的具体方法。
每次邮递员送来的信件,我都要亲自检查有无开封、损坏的函件,如果发现有损坏的函件,我马上联络接收人亲自来查收。
需要到邮局领取的函件,我都亲自到邮局领取,并把信函分别发放到每个收件人的手里。
对于收到的所有信函,我都分门别类的登记,标注好收发人的单位、姓名还有来函日期等等。
我对工作的认真负责,受到了村委会领导和同事们的一致好评,在他们的鼓励下,我的工作干劲更足了。
在工作之余,我还经常去村民家里,帮助他们做一些我力所能及的事情,也让我收获了很多知识,学会了许多技能。
我学会了一些常见农作物的生长特征,也学会了怎么给农作物施肥,洒药。
这些,都将是我今后人生道路上的宝贵财富。
短短个月的实习生活很快就过去了,这次实习是我从学校踏入社会的第一步。
在这里,我感受到了村民们的纯朴,也体会到了农村生活的不易,更加深刻的认识到了作为当代大学生身上肩负的使命。
在这次实习生活中,村委会的叔叔、阿姨们对我十分的照顾,在工作中,在生活上都给予了我很多的帮助,也对我寄予了很高的期望。
通过这次实习,锻炼了我的做事能力,养成了对人对事的责任心,也坚定了我加强学习,提升自我价值的信心。
二、发现的问题和建议
在此次在村村委会顶岗实习的工作中,确实让我学到了不少书本以外的知识,同时我也发现了不少问题。
第一,该村村委会的工作人员文化水平相对偏低,在村务工作的处理上,方式方法比较粗放。
第二,村委会工作人员思想比较守旧,缺乏对新事物、新观念的学习和认识。
第三,村委会的现代化办公水平还比较低,虽然配备了电脑等现代化办公工具,但是实际的利用程度很低。
第四,村委会人员由于不是国家编制,工作人员的工作热情和工作态度不是很积极。
三、实习的心得体会
刚开始去村村委会实习的时候,我的心情充满了激动、兴奋、期盼、喜悦。
我相信,只要我认真学习,好好把握,做好每一件事,实习肯定会有成绩。
但后来很多东西看似简单,其实要做好它很不容易。
通过实践我深有感触,实习期虽然很短,却使我懂得了很多。
不仅是进行了一次良好的校外实习......0
本文来自公务员之家,查看正文请使用公务员之家站内搜索查看正文。
第二篇:
会计顶岗实习工作总结
从我踏进实习单位的那一刻起,我就知道我将经历一段特殊的不平凡的并且充满收获的人生旅程,那旅程必定在我的生命中写下浓墨重彩的一笔,必定会在我的生命中留下绚烂多彩的回忆,必定会给我带来生命中无与伦比的财富。
一、实习目的
毕业实习是我们大学期间的最后一门课程,不知不觉我们的大学时光就要结束了,在这个时候,我们非常希望通过实践来检验自己掌握的知识的正确性。
在这个时候,我来到圣鹿源生物科技股份有限公司在这里进行我的毕业实习。
二、实习内容及过程
为了达到毕业实习的预期目的。
在学校与社会这个承前启后的实习环节,我们对自己、对工作有了更具体的认识和客观的评价。
在整个的实习工程中,我总共做了以下的一些工作,同时自己的能力也得到了相应的提高。
1.工作能力。
在实习过程中,积极肯干,虚心好学、工作认真负责,胜任单位所交给我的工作,并提出一些合理化建议,多做实际工作,为企业的效益和发展做出贡献。
2.实习方式。
在实习单位,师傅指导我的日常实习,以双重身份完成学习与工作两重任务。
向单位员工一样上下班,完成单位工作;又以学生身份虚心学习,努力汲取实践知识。
3.实习收获。
主要有四个方面。
一是通过直接参与企业的运作过程,学到了实践知识,同时进一步加深了对理论知识的理解,使理论与实践知识都有所提高,圆满地完成了教学的实践任务。
二是提高了实际工作能力,为就业和将来的工作取得了一些宝贵的实践经验。
三是在实习单位受到认可并促成就业......
本文来自公务员之家,查看正文请使用公务员之家站内搜索查看正文。
第三篇:
工厂车间顶岗实习总结
我怀着激动的心情踏上了期待已久的顶岗实习之路,当我坐上离开学校的的班车那一刻起,我就知道我将经历一段特殊的不平凡的并且收获的人生旅程,那旅程必定在我的生命中写下浓墨重彩的一笔,必定会在我的生命中留下绚烂多彩的回忆,并定会给我带来生命中无与伦比的财富。
那时候对自己的未来希,希在那里能大展拳脚,实现自己的抱负。
那时候想的是多么多么的好啊,直到此刻我才觉得我当时是那么的幼稚,不可能你刚出来什么都没有就让你做好的岗位。
是的,顶岗实习的生活是艰辛的挑战的。
当我们来到实习点面对一间间产房和一条条流水线时,很多人后悔为什么当初选择了到海信科龙顶岗实习,但是我想说,这是我所预料到的,这也是我想要的,我知道人只有在艰苦的环境中才能磨练出坚强的意志,我也知道吃得苦中苦,方为人上认得道理,我自然还不是人上人,但是我相信在这个世界上每一个人都渴成功,都渴自己有限的生命能创造出的价值,都渴为更多的人做出自己能做的一切,都渴在看来你的生命


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 密封圈 压缩 加热 计算 精选
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《大侦探小卡莱》读后感.docx
《大侦探小卡莱》读后感.docx
-
《关于小学保护环境演讲稿范文锦集10篇》.docx
-
《骆驼祥子》问题.docx
-
《探究平抛运动的规律》教学设计.docx
-
《傅雷家书》名著阅读训练题含答案练习.docx
-
《机械原理》试题解析.docx
-
《浅谈法律适用的概念三篇》.docx
-
《物联网概论》电子教学说课.docx
-
《中国诗词大会》第一季题库.docx
-
3云南省食品安全地方标准《鲜花饼》.docx
-
《肺结核病防治知识》.docx
-
《会展客户关系管理》复习资料.docx
-
《拍皮球》教案.docx
-
《我的家乡》教学设计.docx
-
《中国教育史》复习要点.docx
-
《比尾巴》教学实录及点评.docx
-
《各运动品牌口号》.docx
-
《教学管理模式的创新研究与实践》课题开题报告.docx
-
《实验室日常管理规定》.docx
-
《学习《铁窗忏悔录》心得》.docx
-
《最大的书》教案2.docx
-
09系统部署方案设计.docx
-
41食物与营养 浙教版九年级科学上册学案.docx
-
360全息投影系统方案.docx
-
Android实训心得.docx
-
《背起爸爸上学》观后感5篇精品模板.docx
-
CAD三维建模教案0038课时doc.docx
-
c语言习题.docx
-
《个人能力提升计划》.docx
-
《产品质量法》培训.docx
-
《工程招投标与合同管理》期末考试复习题及参考答案.docx
-
《数字歌》教学设计.docx
-
贵州省六盘水市中考化学试题word解析版Word格式文档下载.doc
-
北京市丰台区2012年中考一模数学试题及答案(word版)Word文件下载.doc
-
北京中考模拟分类电功和电功率Word文档下载推荐.docx
-
北京中考数学试题及答案Word文档下载推荐.doc
-
北京中考一模各区县试题分类汇总测密度Word文档下载推荐.docx
-
备战2011中考英语总复习资料-代词+答案Word文件下载.doc
-
常州市中考化学试卷文档格式.doc
-
郴州市初中毕业学业考试思想品德试题Word格式文档下载.doc
-
宾语从句的用法-基础Word格式.doc
-
常德市初中学业水平考试英语试题卷含听力扫描版Word文档格式.doc
-
2016年四川省泸州市中考英语试题及答案Word下载.doc
-
2017年浙江省杭州市中考科学试题+答案Word格式.docx
-
常州市中考化学试卷及答案Word格式.doc
-
常州中考语文模拟试题一试题Word文档下载推荐.doc
-
2018杭州市中考科学模拟试卷3Word格式文档下载.doc
-
郴州市初中毕业学业考试政治试题文档格式.doc
-
2018年上海市中考化学试卷Word格式文档下载.doc
-
成都2010-2015中考语文语言运用Word下载.docx
-
成都中考数学模拟试卷文档格式.doc
