 活塞机加工工艺过程卡.doc
活塞机加工工艺过程卡.doc
- 文档编号:14733472
- 上传时间:2023-06-26
- 格式:DOC
- 页数:1
- 大小:45KB
活塞机加工工艺过程卡.doc
《活塞机加工工艺过程卡.doc》由会员分享,可在线阅读,更多相关《活塞机加工工艺过程卡.doc(1页珍藏版)》请在冰点文库上搜索。
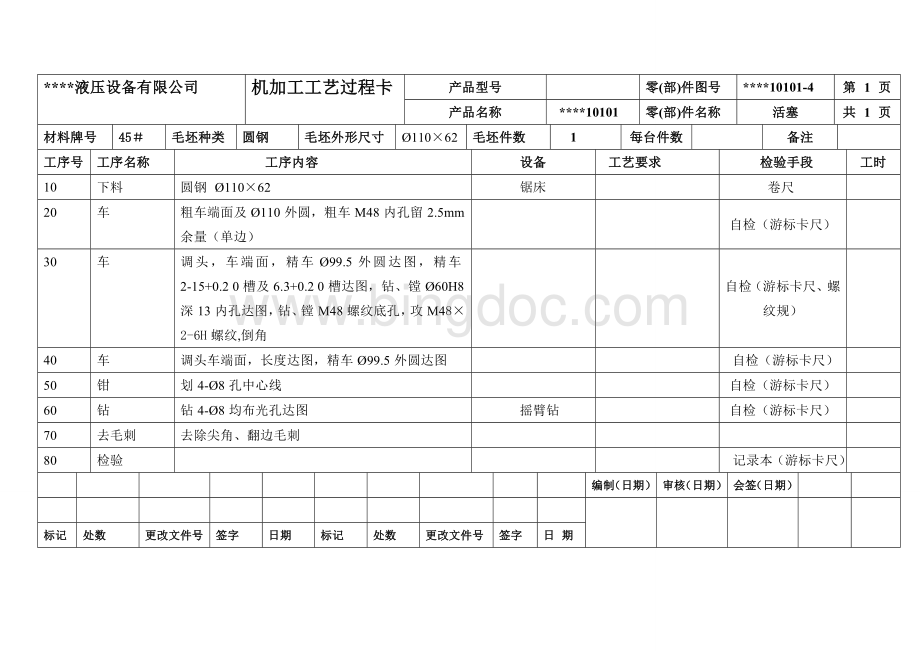
****液压设备有限公司
机加工工艺过程卡
产品型号
零(部)件图号
****10101-4
第1页
产品名称
****10101
零(部)件名称
活塞
共1页
材料牌号
45#
毛坯种类
圆钢
毛坯外形尺寸
Ø110×62
毛坯件数
1
每台件数
备注
工序号
工序名称
工序内容
设备
工艺要求
检验手段
工时
10
下料
圆钢Ø110×62
锯床
卷尺
20
车
粗车端面及Ø110外圆,粗车M48内孔留2.5mm余量(单边)
自检(游标卡尺)
30
车
调头,车端面,精车Ø99.5外圆达图,精车2-15+0.20槽及6.3+0.20槽达图,钻、镗Ø60H8深13内孔达图,钻、镗M48螺纹底孔,攻M48×2-6H螺纹,倒角
自检(游标卡尺、螺纹规)
40
车
调头车端面,长度达图,精车Ø99.5外圆达图
自检(游标卡尺)
50
钳
划4-Ø8孔中心线
自检(游标卡尺)
60
钻
钻4-Ø8均布光孔达图
摇臂钻
自检(游标卡尺)
70
去毛刺
去除尖角、翻边毛刺
80
检验
记录本(游标卡尺)
编制(日期)
审核(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 活塞 加工 工艺 过程
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
该用户的其他资源 更多>>
 “安全培训随机抽查”管理制度.doc
“安全培训随机抽查”管理制度.doc
-
“爱学习爱劳动爱祖国”主题班会教案.doc
-
“遨游汉字王国”综合性学习活动方案.doc
-
“费马点”与中考试题.doc
-
“的、地、得”区分技巧及100练习题(附答案).docx
 “代位求偿”案件索赔申请书(责任对方为机动车方)【范文】.xls
“代位求偿”案件索赔申请书(责任对方为机动车方)【范文】.xls
-
“525心理健康节心理健康活动”活动策划书.docx
-
“厂中厂”安全生产管理协议书.docx
-
“抖音同城获客码”商家管理系统销售合同.docx
-
“磁铁”单元项目式学习设计.docx
-
“富山海”轮与“GDYNIA”轮碰撞事故调查报告.doc
-
“525“大学生心理健康日系列活动策划书(通用8篇).docx
-
“不唯上、不唯书、只唯实”学习心得体会.docx
-
“的地得”的用法及练习.doc
-
“的地得”100题附答案.doc
-
“奥特曼”崇拜在幼儿德育中的运用.doc
-
“分数乘整数”课堂实录与评析.doc
-
“弘扬民族精神凝聚抗疫力量”非连续性文本阅读训练及答案.docx
-
“囚徒困境”视角下我国的食品安全问题分析.doc
-
“三个课堂”教学工作安排.docx
-
“文明校园拒绝欺凌”主题班会设计教案.docx
-
《“8”字跳长绳》教案.doc
-
“互联网+教育”调查问卷.docx
-
“平安校园”主题班会教案.doc
-
“书香墨韵”读书节活动方案.docx
-
“文明礼仪伴我行”演讲比赛活动方案.doc
-
“养成良好卫生习惯”活动方案.doc
-
“胖东来”的发展现状分析.doc
-
“职业高原”现象分析与应对策略.doc
-
《CAD制图》教学大纲.doc
-
“快乐”主题班会活动设计教案.docx
-
“使用与满足理论”视角下的移动短视频研究——以抖音App为例.docx
猜你喜欢
-
亚太酒店计算机管理系统方案备课讲稿Word文件下载.docx
-
企业女工工作总结Word格式文档下载.docx
-
企业所得税练习题2答案Word格式.docx
-
公需课第四讲测验答案Word文档格式.doc
-
养老院年检报告范文文档格式.docx
-
汽车的网络销售策略Word格式文档下载.docx
-
汽车驾驶员中级工职业技能鉴定试题及答案Word文件下载.docx
-
固定资产暂估入账及其调整的税务处理文档格式.doc
-
冶金企业中轧机的职业危害与预防版Word文档格式.docx
-
器乐合奏串词Word文档格式.docx
-
浅谈企业战略研究论文Word文档格式.docx
-
浅析社会工作者如何进行社区工作与社区发展实践培训课件Word文档下载推荐.docx
-
一级建造师水利水电案例常识记忆题精选汇编Word文档下载推荐.docx
-
桥梁施工安全交底Word下载.docx
-
一年级上册语文阅读理解及答案最新Word下载.docx
-
广东商学院成本管理会计试题答案AWord格式文档下载.doc
-
一年级语文上册寒假作业Word文档格式.docx
-
广东省农村信用社汕头招聘试题1Word文档格式.doc
-
广东省上半土地估价师基础与法规知识合伙企业法考试题Word下载.docx
关于本文
相关资源
更多
