 动设备工程质量控制点等级划分表Word文档格式.docx
动设备工程质量控制点等级划分表Word文档格式.docx
- 文档编号:405302
- 上传时间:2023-04-28
- 格式:DOCX
- 页数:19
- 大小:20.30KB
动设备工程质量控制点等级划分表Word文档格式.docx
《动设备工程质量控制点等级划分表Word文档格式.docx》由会员分享,可在线阅读,更多相关《动设备工程质量控制点等级划分表Word文档格式.docx(19页珍藏版)》请在冰点文库上搜索。
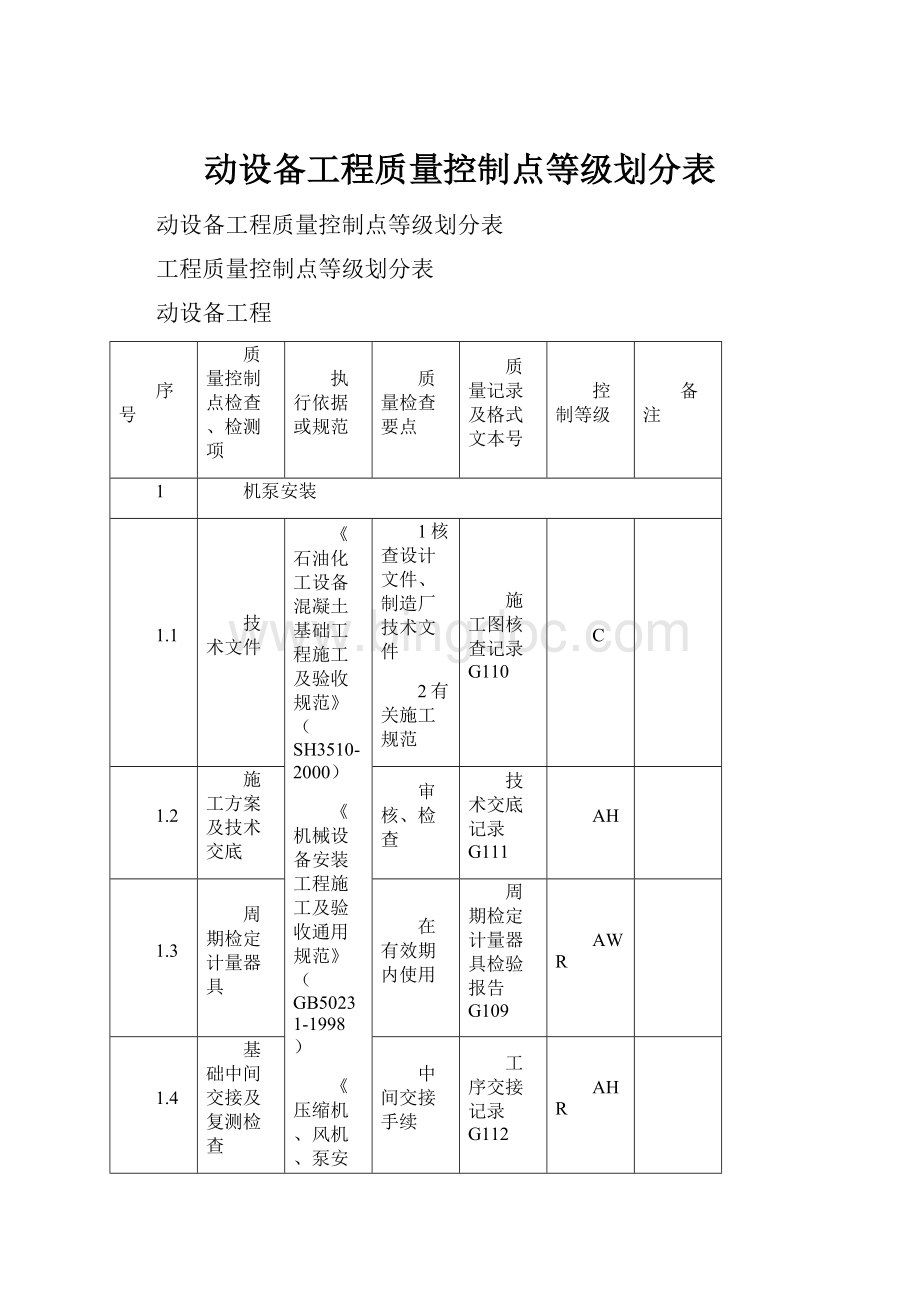
1.4
基础中间交接及复测检查
中间交接手续
基础外观检查
基础尺寸复测
沉降观测记录
工序交接记录G112
测量定位记录J203
基础复测记录J204
块体式设备基础复测记录
J205、J206
基础沉降记录J209
AHR
1.5
开箱及存储条件检查
机组出厂合格证、装箱单、合同附件
开箱检查记录J115A、B
1.6
设备基础处理
铲掉疏松层并凿成麻点
1.7
灌浆料检验
制作试块
试验报告
AW
试块检查
1.8
首件样板安装检查
规范化施工、文明施工
首件样板申报表
AHFR
1.9
润滑油箱检查
煤油渗漏
1.10
地脚螺栓检查
光杆部分无油,螺纹部分涂油脂
1.11
安装初平、一次灌浆检查
标高、中心线、水平度
1.12
安装精平、二次灌浆前检查
地脚螺栓紧力
基础润湿时间、养护
垫铁隐蔽记录J130
机器安装检验记录J301
1.13
三次灌浆检查
积物积水检查
1.14
拆检及组装检查
各部间隙、尺寸、清洁度
机器拆检及组装记录G301
1.15
转动设备安装与配管工序交接检查
二次灌浆层强度、完成精平、盲板加设
工序交接记录G112
1.16
连接机器管道安装无应力检查
管道支吊架齐全,螺栓无卡涩、法兰平行、
连接机器管道安装检查记录G402
1.17
联轴器装配、对中检查
装配对中方法、精度
齿式联轴器组装记录G302
膜片式联轴器组装记录
G303
轴对中记录J302
1.18
油系统(设备、管道)清洗检查
逐一确认清洁度
管道化学清洗过程检查记录G412
1.19
油冲洗外\内循环合格
过滤网检查、化验检查
1.20
油品化验、加油检查
过滤网前后压力、化验检查
机器试车条件确认记录J307
1.21
安全阀定压
定压记录
1.22
蓄能器压力检查
检查蓄能器压力
1.23
驱动机试运检查
检查轴承温度、转向正确
驱动机试车记录J311
1.24
单机试车检查
压力、温度、振动、泄露检查
机组试车条件确认记录
J307
机器单机试车记录J306
HAR
1.25
交工记录审核
安装记录齐全
质量控制点检查记录G113
1.26
随机资料、备件、专用工具移交
丢失、损坏、破损
设备/材料质量证明文件一览表G114
2
往复压缩机安装
2.1
《化工机器安装工程施工及验收规范(活塞式压缩机)》(HGJ204-83)
《化工机器安装工程施工及验收规范(中小型活塞式压缩机)》
(HGJ206-92)
1图纸会审、设计交底、熟悉随机技术文件
2核查设计文件、制造厂技术文件
3有关施工规范
施工图核查记录G110
BR
2.2
技术交底记录G111
AHR
2.3
周期检定计量器具清单G109
2.4
J205、206
基础沉降记录J209
2.5
2.6
检查基础表面处理
2.7
B
2.8
曲轴箱检查
2.9
2.10
机身安装
垫铁、标高、中心线、水平度
往复机找平找正记录
G329、G330
2.11
主轴、轴承和中体安装检查
曲拐臂间隙
往复机曲柄臂间隙检查记录G331
主轴与中体轴线垂直度记录G332
主轴瓦与推力瓦间隙记录
G333
十字头与滑道间隙检查记录G334、335
2.12
机身的二次灌浆前检查
螺栓紧力、水平度
垫铁隐蔽记录J130
机器安装检验记录J301
2.13
盘车器的安装检查
装配间隙
2.14
压缩机中体与气缸中心线检查
活塞杆跳动
2.15
十字头和连杆的安装检查
滑履接触、间隙
连杆组装记录G336
2.16
填料函和刮油器的安装
装配尺寸、间隙
填料函各部间隙检查记录G340
2.17
活塞和活塞环的安装检查
活塞与气缸圆周间隙记录G338
活塞环安装记录G339
2.18
活塞杆跳动检查
水平、垂直跳动
2.19
气缸余隙检查
死点间隙
气缸余隙检查记录G337
2.20
吸、排气阀的安装检查
2.21
气缸和填料函油系统的安装
消漏
2.22
联轴器装配与对中
方法、精度
膜片式联轴器组装记录G303
2.23
支吊架齐全、螺栓无卡涩、法兰平行
连接机器管道安装检查记录G402
2.24
逐一检查清洁度
管道化学清洗检查记录G412
2.25
油冲洗外循环合格
过滤网检查
2.26
连轴承内循环检查
过滤器压差
2.27
加油
化验、加油工具、方法
2.28
水气系统的试运检查
试压
2.29
气缸和填料函注油系统的试运检查
温度、压力、振动、泄露
2.30
电动机试运检查
温度、振动、转向正确
空气间隙检查记录G310
电动机试车记录J311
2.31
无负荷试运转
振动、温度、各部磨损情况
往复式压缩机试车记录J308-1、J308-2
2.32
附属设备管道系统吹扫
时间、过滤网
2.33
机组负荷试车
压力、温度、振动、泄露
2.34
负荷试车的停车检查
磨损、恢复情况
2.35
完整齐全
2.36
设备质量证明文件一览表G114
3
离心压缩机安装
3.1
《压缩机、风机、泵安装工程施工及验收规范》
(GB50275-1998)
《石油化工泵组施工及验收规范》(SH/T3541-2007)
《石油化工离心式压缩机组施工及验收规范》
(SH/T3539-2007)
3.2
3.3
3.4
测量定位记录J203
基础复测记录J204
3.5
开箱检查记录J115A、B
3.6
3.7
3.8
3.9
机组就位、找平找正
机组安装检验记录J301
3.10
机组联轴器对中
机组对中记录J303
3.11
机组二次灌浆前检查
3.12
现场组装机组主机清洗组装检查
(轴承装配、机壳与隔板安装、转子安装、密封装置的安装、机壳闭合)
尺寸、间隙、清洁度
径向滑动轴承组装记录G306
止推滑动轴承组装记录
G307
油封间隙检查记录G308
转子跳动量检查记录G314
转子迷宫密封装配间隙记录G315
机组滑销系统间隙检查记录G316
转子迷宫密封检查记录
G326
转子位置检查记录G328
3.13
现场组装机组驱动机清洗组装检查(包括电动机与汽轮机安装)
径向滑动轴承组装记录
G306
电动机组装记录G309
电动机定子与转子空气间隙G310
汽轮机装配记录G311、312、313
3.14
变速器组装检查
转子跳动量检查记录G304
变速箱齿轮装配记录G305
3.15
附属设备及管道安装
水平度、垂直度
设备安装记录J315、J316、J328
3.16
3.17
3.18
润滑油管道安装质量检查
坡度、垫片
3.19
3.20
3.21
3.22
油品化验
3.23
畜能器压力检查
检查氮气压力
3.24
辅助系统试运行
3.25
电动机试车记录J311
汽轮机/燃气轮机试车记录J310-1、2
3.26
变速器试车检查
温度、振动
变速器试车记录J312
3.27
机组空负荷试车检查
温度、振动、泄露
离心式压缩机试车记录J309-1、2、3
3.28
机组负荷试车检查
机组试车条件确认记录J307
3.29
完整、齐全
3.30
手续、实物交接齐全,
注:
A级:
关键过程或工序质量控制点,由业主项目组、监理(EPCM承包商)、工程建设承包商专业技术人员共同参加的质量检查、检测或见证。
B级:
重要过程或工序质量控制点,由监理(EPCM承包商)、EPC承包商、施工承包商专业技术人员共同参加的质量检查、检测或见证。
C级:
一般过程或工序质量控制点,由EPC承包商、施工承包商专业技术人员自行实施的质量检查、检测。
H点:
既质量停检控制点。
表示未经业主专业人员见证或参加检查通过,承包商不得以任何理由进行下步工序。
若因此业主原因造成承包商工期延误或费用增加,承包商有权向业主索赔。
FH点:
既首件样板质量停检控制点。
表示承包商在多人次、多部位重复发生的工序或应用新材料、新技术的工序时,必须策划首件样板工程,待通过业主项目组、监理(EPCM承包商)、工程建设承包商专业技术人员共同参加的质量检查、检测后,后续重复工作方可全面开展。
详见《首件样板施工管理规定》(SHEC-P07-10)。
W点:
既质量观察控制点。
表示若业主专业人员未按事先约定或承包商通知时间到场参加检查验证,承包商有权继续进行下步工序,业主专业人员事后应对承包商质量检查、检测结果予以认可。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 设备 工程质量 控制 等级 划分
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 建筑工程编制依据及概况.docx
建筑工程编制依据及概况.docx
-
建筑工程质量控制点土建类.docx
-
建筑设计师的总结报告最新版.docx
-
建筑制图基础机考网考题库及复习资料.docx
-
健身房经营管理方案之欧阳科创编.docx
-
江苏省计算机二级VB考试真题及参考答案.docx
-
江西省新余市事业单位《职业能力测验》教师教育与答案.docx
-
交通信号灯及路灯施工方案.docx
-
教改课题申报书填写技巧.docx
-
教师读书活动总结4篇.docx
-
教师考核表评语.docx
-
幼儿园园务工作总结.docx
-
幼儿园中班配班个人工作计划范文五篇.docx
-
幼教考试作文写作.docx
-
热门财务述职报告锦集5篇.docx
-
人教 模块一Unit1 学案.docx
-
人教版 九年级上册 新初三暑假衔接课程 圆 第一二课时 含习题和答案教育文档.docx
-
人教版地理初二上学期综合检测卷一含答案.docx
-
人教版高二英语选修7单词表doc.docx
-
商务与经济统计作业仅供参考.docx
-
上半年安徽省安全工程师安全生产法行政处罚的概念试题.docx
-
上半年贵州省安顺市平坝区事业单位《职业能力倾向测验》试题及答案.docx
-
学年高中英语高考提能练Unit1Schoollife仿真检测灵活拆组卷牛津译林版必修1.docx
-
学年家长学校工作总结.docx
-
THE PORTABLE WEBSITE.docx
-
学校教务处工作总结4篇.docx
-
学校组织一次义卖会方案.docx
-
XX规划局大型展览馆改扩建工程项目可行性研究报告.docx
-
验工计价管理办法.docx
-
XX农家乐生态园投资经营项目商业计划书.docx
-
液晶材料市场分析报告.docx
-
XX乡村电子商务服务站项目投资建设运营方案.docx
-
江苏省滨海县学年七年级英语下学期第一次月考试题牛津译林版.docx
-
技术标施工方案.docx
-
济宁市古诗词曲鉴赏题模拟题汇编.docx
-
江苏省扬州市梅岭中学届九年级下学期一模考试英语试题doc.docx
-
暨南大学华侨大学两校联招语文试题.docx
-
江西省赣州市中心城区届九年级化学六校联考试题课件.docx
-
加强诵读训练促进古诗文教学.docx
-
交通设施市政安装工程施工组织设计.docx
-
家庭功能在青少年发展中的作用.docx
-
教师的师德培训心得体会5篇.docx
-
监理表格审批要求和样例B类表格.docx
-
建设部赴英国西班牙法国关于建造师执业资格制度的考察报告.docx
-
教师招考试题及答案经典版 2.docx
-
建筑策划方案.docx
-
教务主任心得体会范文5篇.docx
-
教科版小学科学三年级上册教案第单元 我们周围的材料.docx
-
教育文化学校中层干部学期述职报告.docx
-
江苏省城市规划管理技术规定.docx
-
教子之道7.docx
